
一、現狀與問題
在機械加工過程中,經常使用動導軌帶動工件(或刀具、磨削砂輪等)運動加工工件,可以是動導軌帶動工件運動、刀具(或砂輪)固定、兩者產生相對運動加工工件;也可以由動導軌帶動刀具(或砂輪)運動、工件固定、兩者產生相對運動加工工件,無論用哪種方法動導軌都存在運動直線度誤差,而且這種運動直線度誤差直接反映在所加工的工件的精度上。在加工高直線度的精密零件時,如導軌的磨床,就需要對動導軌運動直線度誤差進行測量,然后由與動導軌運動垂直方向上設置補償導軌對動導軌直線度誤差進行補償,由于補償導軌可以做得非常精確,所以只要能測出動導軌運動的直線度誤差,即使采用直線度誤差較大的動導軌也能加工出直線度誤差較小的精密零件,然而現有方法中對動導軌直線度誤差進行精密測量(微米或0.1微米級別)是很難的,所以通過精確補償很難發揮作用,直接導致目前很多工件的直線度誤差難以克服,精密零件的加工難以達到加工精度的要求,嚴重影響相關產品的質量。
二、技術方案
針對上述加工過程中存在的問題,本文設法通過設置一與動導軌運動一致的圓柱體,磨削該圓柱體,精確測量出圓柱體的誤差,通過容易測量的圓柱體的誤差計算出動導軌運動直線度的誤差,簡單方便,為動導軌直線度誤差的精確補償提供了可能,從而可以采用直線度誤差較大的動導軌加工出直線度誤差較小的精密零件。
下面結合圖示說明該動導軌直線度誤差的測量的具體方法:
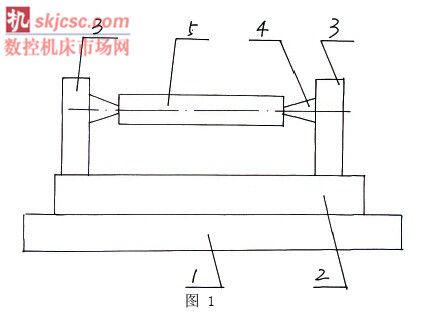
如圖1所示,一種動導軌運動直線度誤差的測量方法,具體是:
A、在動導軌2上設置兩個相對的頂尖座3,頂尖4裝在頂尖座3上,兩頂尖4之間裝有一圓柱體5,圓柱體5長度與動導軌2運動長度相等;
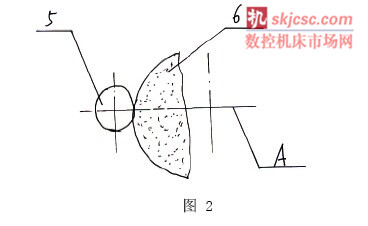
B、定導軌1上設置一砂輪6,砂輪6與圓柱體5點接觸,動導軌2運動時帶動圓柱體5直線運動,并使圓柱體5旋轉,砂輪磨削圓柱體5,砂輪6與圓柱體5接觸點與圓柱體中心線形成一平面A(如圖2);
C、圓柱體5磨削后,測量圓柱體5在長度方向上各點的直徑值,由于圓柱體在長度方向上各個點都代表動導軌在運動方向上各個位置,所以圓柱體上各點半徑差即為動導軌在該平面上的動導軌相對于磨削點的運動直線度誤差;
D、設圓柱體上某一位置的直徑為標準直徑,長度上各點直徑值與標準直徑的差值除以二就是動導軌在各點相對于定導軌上砂輪磨削點的直線度誤差值,由于各點的直徑值可以非常精確地以0.1微米測量,所以可精確地計算出動導軌運動相對于該點的直線度誤差。
本方法根據所測量的動導軌運動相對于該點的直線度誤差采用補償導軌進行精確補償。
本方法在圓柱體較短時,可以用分段測量法來測量動導軌各段的直線度誤差。
同理,本方法也可以將頂尖與圓柱體裝在定導軌上,砂輪裝在動導軌上,具體在定導軌上設置兩個相對的頂尖,頂尖裝在頂尖座上,頂尖座裝在定導軌上,兩頂尖之間裝有一圓柱體;動導軌上設置一砂輪,砂輪與圓柱體點接觸,動導軌運動時帶動砂輪直線運動,并使砂輪旋轉,砂輪磨削圓柱體,砂輪與圓柱體接觸點與圓柱體中心線形成一平面;圓柱體磨削后,測量圓柱體在長度方向上各點的直徑值,測量的即是該平面上的動導軌相對于磨削點的運動直線度誤差;設圓柱體上某一位置的直徑為標準直徑,長度上各點直徑值與標準直徑的差值除以二就是動導軌在各點相對于定導軌的直線度誤差值。
上述兩者方法均可精確測量動導軌直線度誤差,為工件加工精確補償提供了可能,在實際加工中,即使采用直線度誤差較大的動導軌也能加工出直線度誤差較小的精密零件,簡單方便,科學合理。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








