



基于普通數(shù)控車床的等距型面加工研究
2021-5-6 來源:沈陽理工大學機械 內蒙古北方重工業(yè) 作者:姜增輝 姜智勇 張宇庭 仉智寶 馬立久
摘 要: 等距型面連接在重載機械的大扭矩傳遞中已呈現(xiàn)取代傳統(tǒng)鍵連接的趨勢。目前常采用加工中心來完成等距型面的切削加工。提出了一種應用普通兩軸數(shù)控車床加工等距型面的方法,利用 G32 指令車削端面螺紋的功能代替加工中心的 C 軸功能,實現(xiàn)切削中圓周角度的精確定位與跟蹤。建立了利用 G32 指令擬合加工等距型面的模型,并設計了相應宏程序。建立了基于 VERICUT 的仿真切削環(huán)境,并進行了車削仿真加工。結果表明,應用普通兩軸數(shù)控車床可以實現(xiàn)等距型面的切削加工,且選取適合的分割增量角對保證加工精度非常重要。
關鍵詞: 等距型面; 數(shù)控車床; 車削; 宏程序; 仿真加工
型面連接相比鍵連接具有更好的對中性,更小的應力集中和更大的連接剛度,其在大扭矩傳遞中逐漸得到了廣泛應用。在型面連接中,其廓形曲線以等距廓形曲線應用最為廣泛。等距型面連接加工可以采用靠模仿型法和機械式運動合成法實現(xiàn),但這些方法制造柔性差,生產效率低。目前,通常在三軸以上加工中心上采用車削或銑削方式完成等距型面的加工,這大大提高了加工設備成本在零件制造成本中的占比,也使得一些加工中心較少的小微加工企業(yè)不得不放棄這類產品的生產訂單。
為解決這一問題,提出了一種在普通兩軸數(shù)控車床上,利用 G32 指令加工等距型面的方法。
1 、基于 G32 的等距型面車削原理
等距型面是一種非回轉體型面,普通兩軸數(shù)控車床在利用直線插補指令 G01 車削加工中不能實現(xiàn)車刀在工件圓周方向的定位和跟蹤,因此無法通過 G01利用 X、Z 軸聯(lián)動完成等距型面加工。螺紋車削指令 G32 可以通過調用主軸編碼器實現(xiàn)主軸轉速和車刀進給之間的精確配合,由此可以利用 G32 以阿基米德螺旋線擬合等距型面曲線,在普通兩軸數(shù)控車床上實現(xiàn)等距型面的加工。
1.1 G32 車削等距型面原理
G32 為單行程車削螺紋指令,加工端面螺紋時,X軸進給和主軸轉動進行閉環(huán)聯(lián)動,由此可以將等距型面廓形曲線拆分成小段曲線,用 G32 逐段擬合。為進行擬合加工對等距廓形曲線進行等弧長分割,可得到分割點 P1、P2,…,Pi,…,Pn。用 G32 指令以上述分割點依次為起、終點逐段擬合等距廓形曲線,可實現(xiàn)等距型面的加工。G32 指令的代碼一般結構為:G32 X( U) Z( W) F( I) Q其中: X 為終止點的極徑; Z 為終止點 Z 軸坐標; F 為螺紋螺距,即主軸旋轉一圈 X 方向的增量; Q 為起始點角度。
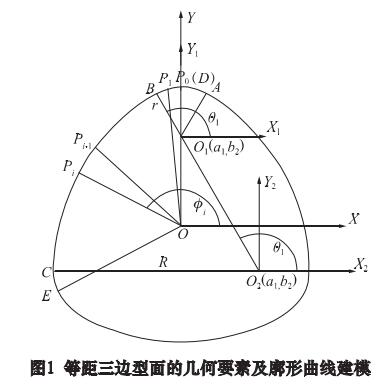
若應用 G32 代碼擬合加工等距型面,需確定加工每一段被分割的等 弧長 曲 線 時 參 量 X、Z、F、Q 的賦值。以如圖 1 所示等距三邊型面為例,其等距廓形曲線由小圓弧 AB 和大圓弧 BC 構成的廓形曲線段 AC 以120°中心對稱所得,因此實現(xiàn) AC 段曲線的擬合加工,即可實現(xiàn)完整等距三邊廓形的加工。選小弧中點 P0( 即 D 點) 為起刀點,此處進、退刀不易劃傷已加工表面。由于圓弧 AD 與 CE 以 O 點呈 120°的中心對稱,則前述對 AC 段曲線的加工轉化為了對 DE 段曲線的加工。下面就如何求得擬合加工曲線段 DE 時 G32 代碼的各參量賦值進行分析。
1.2 X 的賦值分析

由于小圓弧 AD 與 CE 以 O 點呈 120°的中心對稱,式( 1) 對于小圓弧 CE 在以其自身圓心為原點建立的小圓弧相對坐標系內同樣成立。大圓弧 BC 在絕對坐標系 XOY 內的方程為:
1.3 Z、F 的賦值分析
與 X 的的賦值類似,在對每一段被分割曲線弧的擬合加工時參量 Z 也需重新賦值。
1.4 廓形曲線的分割及 Q 的賦值分析
如圖 1 所示,擬合加工曲線 DE 的起刀點 P0( D)在小圓弧 AB 上,由此先對小圓弧 AB 進行分割,且其中對小圓弧 AD 部分的分割,其方法對小圓弧 CE 同樣成立。
2 、宏程序設計
在擬合車削等距三邊型面的數(shù)控程序中,指令G32 中 4 個參量的賦值計算是核心內容。為此,設計參量賦值宏程序如圖 3 所示。
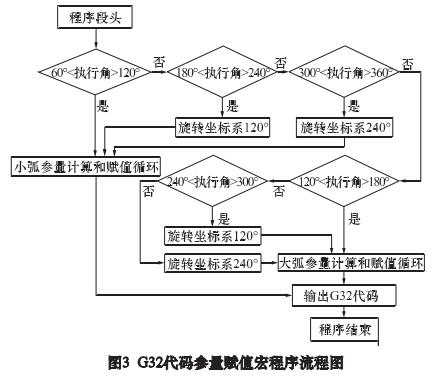
通過宏程序實現(xiàn)等弧長分割,完成分割點坐標、極徑和極角的計算,并對 G32 代碼中的參量進行賦值。
3 、等距三邊型面的虛擬加工
通過虛擬加工等距三邊型面驗證以 G32 擬合車削等距型面的可行性。毛坯選擇直徑 101 mm 長 400mm 的中碳鋼棒料,擬加工得到大徑 50 mm 小徑 41.38mm 的等距三邊型面。
3.1 加工參數(shù)
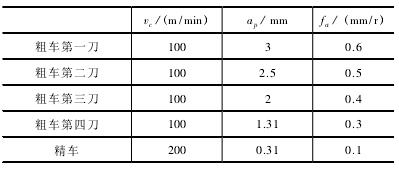
為提高切削效率,保證加工質量,采用切削深度、軸向進給量逐漸遞減,低速粗車、高速精車的切削參數(shù)選擇方案。擬進行四刀粗車、一刀精車,其加工刀路如圖 4 所示,切削參數(shù)如表 1 所示。車削參數(shù)粗車最后一刀留有偏置余量 0.31 mm,這樣精車背吃刀量恒定,提高加工精度。
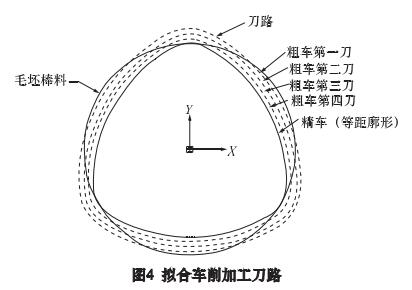
表 1 車削加工切削參數(shù)
3.2 構建虛擬機床
根據(jù)被加工件尺寸選用 MJ-460 數(shù)控車床為原型建立虛擬機床。該機床只具備 X、Z 軸,沒有 C 軸功能,其斜床身利于排屑,有更好的穩(wěn)定性。
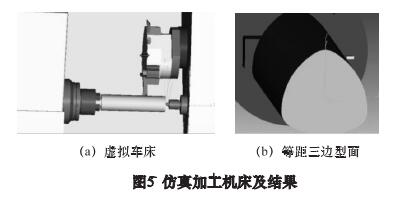
通過 UG 建立機床部件的 STL 模型文件,并導入VERICUT 中構建虛擬車床 ( 如圖 5a) ,并由表 1 切削參數(shù)仿真加工得到等距三邊型面( 如圖 5b) 。
4 、仿真結果與分析
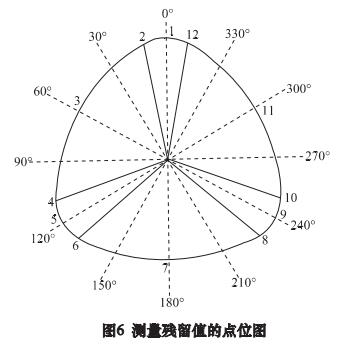
如前所述可知,等距曲線的分割增量角,即小圓弧圓心角增量!θ1,對加工精度有很大影響。為研究!θ1對加工精度的影響規(guī)律,分別取!θ1為 1°、2°、3°和 4°進行了仿真切削,并采用 VERICUT 距離測量工具對加工誤差進行了測量。測量位置如圖 6 所示位置,包括等距廓形曲線在小弧頂點、大弧頂點及大弧與小弧相切點共 12 個特征點。結果如圖 7 所示。
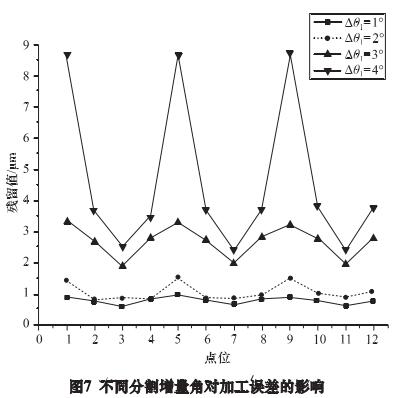
由圖 7 可知,所測點位加工誤差均為殘留,無過切發(fā)生。測量點位中小弧頂點殘留值最大,大弧頂點殘留值最小,這是由于擬合加工等距廓形時,采用了等弧長方法對廓形曲線進行分割,而小弧段分割曲線段曲率相對較大,導致擬合間隙也較大,因此加工殘留相應較大。
另外,加工誤差與分割增量角并非線性增加關系,增量角增大可導致最大誤差的增幅迅速變大,且加工誤差在等距廓形上的波動幅度也迅速變大。因此,選取較小的分割增量角有利于提高廓形的加工精度。但應注意,實際加工中受機床進給精度和數(shù)控系統(tǒng)預讀速度的影響,分割增量角不宜選取過小。
過小的增量角可使擬合加工中單步徑向進給量小于機床徑向進給精度,徑向進給運動失真。另外,增量角越小,程序段越多,將導致數(shù)控系統(tǒng)的響應無法跟上加工路徑執(zhí)行速度,機床進給運動會減速、爬行,加工表面會因為程序的停頓而產生明顯的刀痕。
5 、結語
建立了基于普通兩軸數(shù)控車床 G32 指令的等距型面加工方法,設計了參量賦值宏程序,并通過構建虛擬機床進行了加工仿真,得到如下結果:
( 1) 通過 G32 指令可在普通兩軸數(shù)控車床上實現(xiàn)等距型面的加工。
( 2) 選取合適的分割增量角對保證等距型面的表面加工精度十分重要。
減小分割增量角可降低已加工表面殘留誤差,并收窄誤差波動幅度,但過小的分割增量角可能導致車削進給運動的減速和失真,反而降低已加工表面質量和精度。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)