



數控車床上的多邊形車削
2022-6-20 來源: 濟南工程職業技術學院 作者:李尚波
摘要:銑削并非加工多邊形零件的唯一方法。多邊形零件也可以在數控車床上車削出來,而且效率能夠比銑削加工高數倍甚至數十倍。但以這種方式加工多邊形零件時,數控車床必須配置 2 把(或多把)旋轉車刀,數控系統也要具備相應的特殊功能。基于此,介紹多邊形車削的原理及其在
FANUC 0I 數控車床(Computer Numerical Control,CNC)和 SINUMERIK CNC 系統中的實現方法。
關鍵詞:多邊形;車床;數控;旋轉車刀;刀盤軸;主軸
多邊形零件隨處可見,諸如連接操作手柄的方桿、六邊形螺母、六角頭螺釘及螺栓等。因為多邊形銑削是銑床的典型功能,所以銑削是人們加工多邊形零件的常用加工方法。除銑削外,多邊形零件也可以在數控車床上車削出來,而且效率能夠比銑削加工高數倍甚至數十倍。
1、多邊形車削的原理
眾所周知,一般車削時工件高速回轉、車刀沿軸向進給切削會使工件形成圓柱表面。但是,若在車削時車刀也按要求和工件同時旋轉,則可形成刀尖相對于工件的多邊形運動軌跡。這種方式與銑削時刀具在工件表面上旋轉,由進給運動產生平面或其他輪廓面有著本質的區別,因此仍屬于車削的范疇,即多邊形車削。
如圖 1 所示,A 為工件旋轉中心(主軸中心)和刀具(車刀)旋轉中心(回轉刀盤中心)之間的距離,B 為刀具回轉半徑;設定工件和刀具的回轉角速度分別為 α 和 β;以工件中心為 X-Y 笛卡爾坐標系的坐標原點,則刀盤中心和刀尖的初始位置分別是 P0(A,0)和 Pt0(A-B,0)。為方便計算,把主運動(即工件的旋轉運動)等效為刀架在相反方向繞工件中心的回轉,則車刀的運動即為其本身繞刀盤中心的回轉和刀盤繞工件中心回轉的復合運動。經過任意時刻 t后的刀尖位置
Pt 為(Xt,Yt),如圖 2 所示,可以用式(1)和(2)來表示:
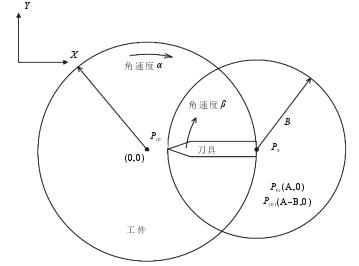
圖1 工件和刀具的回轉路徑示意圖
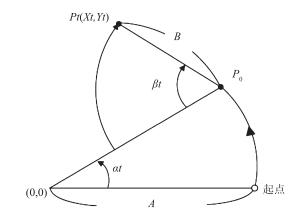
圖 2 任意時刻后的刀尖位置
由式(1)~(4)可知,刀具的刀尖相對于工件運動的軌跡是長徑為 A+B,短徑為 A-B 的橢圓。因此,若在 180°的對稱位置各放 1 把刀具,就可以加工出如圖 3(a)所示的四邊形。同理,若每隔 120°放置1 把刀具,且旋轉比為 1:3 時,則會形成如圖 3(b)所示的六邊形。
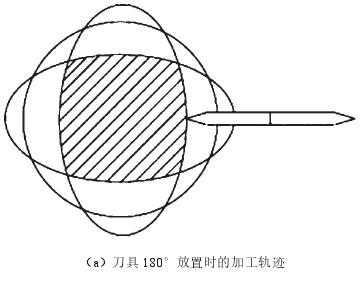
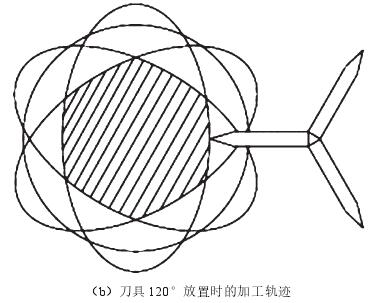
圖3 刀具加工軌跡
當然,這些多邊形的邊并非嚴格意義上的直線,但若 A 與 B 足夠接近,即 A+B 與 A-B 之間的差值足夠大,則由此產生的形狀誤差便可忽略不計,一般取A ≤ 1.5B。
2、多邊形車床的結構
根據上述多邊形車削的原理,在普通車床的小托板上,除通常使用的四方刀架外,再在主軸軸線的另一側安裝(即后置安裝)一個軸線與主軸平行的回轉軸箱,其箱外靠近主軸一側的軸端安裝車刀刀盤,即為刀盤軸和刀盤軸箱。刀盤軸由主軸箱及刀盤軸箱中的齒輪傳動,更換掛輪可實現主軸與刀盤軸之間 1:2或 1:3 等不同的傳動比的傳動,配合使用對稱安裝不同數量(如 2 把、3 把)車刀的刀盤,即可車削出 4邊、6 邊等不同邊數的多邊形。因此,多邊形車床的結構即在普通車床的基礎上加裝刀盤軸箱及其傳動系統。顯而易見,這種傳動結構非常復雜,設計制造多邊形車床并非易事。
因為數控多邊形車床無需主軸與刀盤軸之間的機械傳動鏈,所以數控車床卻能很好地解決這種問題。因此,數控技術的應用,基本解決了數控多邊形車床在機械傳動方面的難度,但實際加工時數控系統要具備相應的功能,同時還要把刀盤軸配置為一個回轉伺服軸(FANUC 0I CNC 系統)或第二主軸(SINUMERIK CNC 系統)。為同步刀盤軸與主軸之的轉速比率,在主軸上需要安裝位置編碼器以向刀盤軸提供即時動態同步信號。除此之外,還須正確設定相應參數,使用時還要正確編程。典型數控多邊形車床主軸、刀盤軸、回轉刀架之間的結構布局如圖 4 所示。

圖4 典型數控多邊形車床的結構布局
3 、多邊形車削的設定和編程
FANUC 0I 系列 CNC 系統中在刀盤軸配置為伺服軸的情況下,要先將其設定為回轉軸,其主要參數如表 1 所示。
表 1 FANUC 0I 系列 CNC 設定回轉軸的主要參數
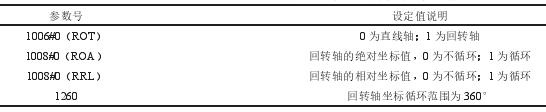
另外,必須設定參數 7610 為該回轉軸的控制軸號,由此來確定該軸為多邊形車削中的刀盤軸。正確設置參數后,按照如下編程即可車削出所需的多邊形(前提是選項功能有效):G00 X30.0 Z2.0 S1000 M03;(快進至工步起點同時啟動主軸,工件轉速 1 000/r•min-1)G51.2 P1 Q2;(啟動刀盤旋轉,刀盤轉速 2 000/r•min-1,
此處 2 把車刀)G01 X20.0 F1.0;(X 軸切入:吃刀)Z-30.0;(Z 軸進給:走刀)G00 X30.0;(X 軸退刀)G50.2;(停止刀盤旋轉)M05(停止主軸)此程序能夠車削出長 30 mm、截面邊長為 20 mm的正方形棱柱。其中 G51.2 P1 Qn(例中 n=2)為多邊形車削功能啟動指令,它能夠使工件(主軸)和車刀(刀盤軸)的旋轉在任一時刻都嚴格保持 1:n 的速比,G50.2 為功能結束指令。
在 SINUMERIK 系列系統中,多邊形車削是利用主軸同步功能實現的,因此須將刀盤軸設定為第二主軸,即其軸參數 MD35000 $MA_SPIND_ASSIGN_TO_MACHAX 須設定為 2。編程時使用指令 COUPDEF(S2,S1,n.0,1.0),其中(n=2,3,…,n),定義 S1(主軸)和 S2(刀盤軸)之間的速比為1:n 的同步關系,COUPDEL(S2,S1)為取消定義;同步啟動指令為 COUPON(S2,S1),結束指令為COUPO(S2,S1)。其他起始、切入、走刀、退刀等程序段與上述 FANUC 程序相同。
4、結語
多邊形加工零件的質量取決于系統的品質及刀盤軸的伺服響應特性、反饋原件(主軸位置編碼器)的性能以及伺服電機與刀盤軸之間傳動器件(聯軸器)的品質等。現如今,多邊形車床的設計制造已經非常簡化,且多邊形車削的邊數、大小都能夠以編程實現,使得多邊形車削更加方便、靈活。除 FANUC 和SINUMERIK 系統外,西班牙的 FAGOR、臺灣省的SYNTEC 以及部分國產數控系統等均可實現多邊形車削。但是無論哪種系統,都需正確設定和編程。因此,相關人員應重點關注數控系統的編程工作,以確保加工零件符合要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

