



普通車床電氣線路的PLC改造
2023-8-10 來源:江蘇省蘇州市吳中技師學院 作者:焦唯真
摘要:主要闡述了對于普通車床電氣線路的 PLC改造,分析了傳統繼電器電氣線路的弊端,以 及 對 其 進 行 PLC改造的目的及意義,詳細闡述了利用 PLC改造車床電氣線路的步驟和改造結果。主要以 CA6150車床 為例,利用三菱 FX2N 系列 PLC對其進行改造。
關鍵詞 :三菱 PLC;CA6150車床;梯形圖
0引言
車床作為機械加工中的重要設備,在機械加工作業中一直起著至關重要的作用,但是傳統繼電器線路面對長期的加工作業,受工作環境的影響,會逐漸老化或損壞。此時設備的損壞以及維修,都會對于機械加工造成一定的影響。為解決這些問題,可以采用 PLC 改造車床的傳統繼電器線路。相比之下,繼電器線路體積大,觸點有限,線路復雜不易維修,而PLC 可以克服上述繼電器線路的缺點。合理的利用 PLC 改造,可以拓展車床的使用功能,減少維修,提高工作效率。CA6150車床 作 為 一種常見車床,本文以其為例討論 PLC 對于普通車床電路的改造。普通車床電氣線路的 PLC 改造應最大限度地滿足機械生產需要和機床控制要求,充分發揮 PLC 的功能。因此,在進行改造前首先要先深入了解機床的工作過程,分析其工作方式,從而了解該車床的控制要求。再根據控制要求進行相應的 PLC 改造,并在改造過程中分析是否可以加以改進,或在改造過程中留出改進余地,方便后續的升級改造。
1、CA6150車床的主要結構和運動形式及其工作原理的分析
1.1 主要結構和主要運動形式
1.1.1 主要結構
車床是一種應用極為廣泛的金屬切削機床,其主軸水平放置,是屬于臥式車床的一種,能夠完成車削外圓、內圓、端面、螺紋、切斷及割槽等機械操作,主要由床身、床座、主軸箱、溜板箱、進給箱、刀架、掛輪架、絲杠、光杠、卡盤和尾架等組成。
1.1.2 主要運動形式:
(1)主運動:主軸通過卡盤或頂尖帶動工件的旋轉運動。主軸電動機選用的是三相籠型異步電動機,不進行電氣調速,而采用齒輪箱進行機械有級調速;車削螺紋時要求主軸有正反轉,這個一般由機械方法實現,主軸電動機只做單向運轉;主軸電動機容量不大,可采用直接啟動。
(2)進給運動:刀架帶動刀具橫向或縱向的直線運動.進給運動也由主軸電動機拖動主軸電動機的動力通過掛輪箱傳遞給進給箱來實現刀具的縱向和橫向進給。
(3)輔助運動:刀架的快速移動、尾架的縱向移動、工件的夾緊與放松、加工過程的冷卻。刀架的快速移動由刀架快速移動電動機拖動,可直接啟動,不需要正反轉和調速;尾架的縱向移動和工件的夾緊與放松均由手動操作控制;加工過程中的冷卻由冷卻泵電動機控制,冷卻泵電動機和主軸電動機要實現順序控制,不需要正反轉和調速。
1.2CA6150車床繼電器控制電路的原理分析
對車床電路進行 PLC改造之前,需先行分析原車床電氣線路的工作原理,以達到滿足其控制要求的目的。根據車床的主要運動形式來看,在CA6150型車床主電路中,主要控制了3臺 電動機,分別為:主軸電動 機M1、冷卻泵電動機M2、刀架快速移動電動機 M3。這3臺電動機的通斷主要通過控制電路控制,此外控制電路中還有照明及顯示電路和保護電路,以下是各電路的原理分析:
(1)主軸電動機 M1的控制:M1通過接觸器 KM1線圈的得電與斷電控制,KM1線圈的得電與否由按鈕 SB2和SB1控制:按下啟動按鈕SB2時,KM1線圈得電,同時KM1自鎖觸頭閉合、KM1主觸頭閉合,主軸電機 M1得電連續運轉;按下停止按鈕SB1,KM1線圈失電,同時KM1自鎖觸頭斷開、KM1主觸頭斷開,電動機 M1失電停轉。
(2)冷卻泵電動機 M2的控制:M2通過接觸器 KM2線圈的得電與斷電控制,因為 M1與 M2為順序啟動的關系,所以 KM2線圈的得電與否通過冷卻泵開關 QS2與KM1的輔助常開觸頭共同控制:當按下主軸啟動按鈕SB1,KM1線圈得電,KM1輔助常開觸頭閉合后,再操作冷卻泵開 關 QS2,KM2線圈得電,同時KM2主觸頭閉合,冷卻泵電機得電運轉;當 M1停止運轉或操作冷卻泵開關 QS3時,KM2線圈失電,同時 KM2主觸頭斷開,M2失電停轉。
(3)刀架快速移動電動機 M3的控 制:M3通過接觸器 KM3線圈的得電與斷電控制,KM1線圈的得電與否由快速移動按鈕 SB3控制,由于快速移動不需要連續運行,所以刀架快速移動電路無自鎖觸點:按下快速移動按鈕SB3,KM3線圈得電,同時 KM3主觸 頭 閉 合,刀 架 快速移動電動機 M3得電運轉;松開SB3,KM3線圈失電,同時 KM3主觸頭斷開,M3失電停轉。
(4)照明及顯示控制:①照明燈EL:由照明開關SA控制②主軸電機指示燈 HL1:由 KM1輔助常開觸點控制③刀架快速移動指示燈 HL2:由 KM3輔助常開觸點控制④冷卻泵指示燈HL3:由KM2輔助常開觸點控制
(5)保護環節:繼電器 FR1實現主軸電動機 M1的過載保護,繼電器 FR2實現冷卻泵電動機 M2的過載保護。
2、PLC對車床的改造
PLC對于車床電氣線路的改造,是在保留主電路的基礎上對于控制電路進行改造,并保證滿足車床的運行要求,在此基礎上不改變原控制系統的操作方法,各電氣控制元件作用與原繼電器線路相同。根 據 需 求,本文選擇三菱 FX3U-48MR型PLC。該PLC成本低、體型小并且安裝方便,可以很好地滿足設計要求,并且擁有進一步的升級改造能力。
2.1I/O分配表
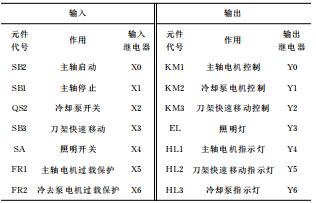
根據上述分析可以得知,輸入信號共7個,分別為:主軸啟動按鈕SB2、主軸停止按鈕SB1、冷卻泵開關 QS2、刀架快速移動按鈕 SB3、照明 開 關 SA、熱繼 電 器 FR1好熱繼電器 FR2。輸出信號 共 7 個,分 別 為:主軸電動機控制接觸器KM1、冷卻泵電動機控制接觸器 KM2、刀架快速移動電動機控制 接 觸 器 KM3、照 明 燈 EL、主軸電動機指示燈HL1、刀架快速移動指示燈 HL2和冷卻泵指示燈 HL3。由此可以做出I/O 分配表,如表1所示。
表1 I/O分配表
2.2 硬件電路的設計
根據I/O 分配表,可得到相應的外部接線圖,為了方便操作理解,外部接線均采用常開觸點,PLC外部硬件電路圖如圖1所示。
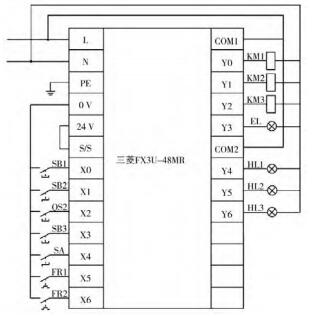
圖1 PLC改造CA6150車床外部接線圖
2.3 梯形圖的設計
根據系統控制要 求 和I/O 分 配 表,設計出梯形圖如圖2所示。
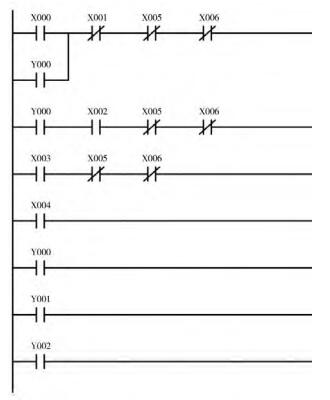
圖2 PLC改造CA6150車床梯形圖
根據控制要求,設計了主軸電動機 M1的程序,保證了主軸電機的連續運轉;冷卻泵電機 M2的程序,保證了M2與 M1的順序控制;刀架快速移動 M3以及各指示燈的程序。
3、通車調試
將設計好的程序安裝與調試,具體步驟如下:
(1)編寫程序,檢查有無邏輯錯誤。
(2)利用仿真軟件進行仿真,此步驟可在進行外部接線前先行檢查程序是否可以按控制要求運行,省 去 未 知情況下操作的麻煩。通過仿真軟件模擬實際環境進行操作,配合 PLC監控,觀察結果是否正確,并對出現的問題進行改正。
主軸電動機M1的仿 真:按下SB2,軟元件 X0獲得信號接通閉合,Y0接通并自鎖,Y0常開觸點閉合,Y4接通。通過仿真觀察到此時主軸電動機得電、主軸電動機指示亮;按下SB1,X1常閉觸點斷開,Y0線圈斷開,Y0常開觸點斷開,Y4斷開,通過仿真觀察到此時主軸電動機失電、主軸電動機指示滅。冷卻泵電機 M2的仿真:先按下 SB2使 Y0接通,Y0常開觸點閉合,再合上 QS2,X2常開觸點閉合,Y1接通,Y1常開觸點閉合,Y6接通,通過仿真觀察到此時冷卻泵電機得電,冷卻泵指示燈亮;打開 QS2,X2斷開,Y1線圈斷開,Y1常開 觸 點 斷 開,Y6斷開,通過仿真觀察到此時冷卻泵電機失電,冷卻泵指示燈滅。
刀架快速移動按鈕 M3的仿真:按下SB3,X3常開觸點閉合,Y2接通,Y2常開 觸 點 閉 合,Y5接通,通 過 仿 真觀察到此時刀架快速移動電機得電,刀架快速移動指示燈亮;松開SB3,X3常開觸點斷開,Y2線圈斷開,Y2常開觸點斷開,Y5斷開,通過仿真觀察到此時刀架快速移動電機失電,刀架快速移動指示燈滅。照明的仿真:操作SA 至開,X4常開觸點閉合,Y3接通,通過仿真觀察照明燈亮;操 作 SA 至關,X4斷開,Y3失電斷開,通過仿真觀察照明燈滅。保護環節的仿真:在仿真軟件上將 FR1與 FR2的動作觸頭模擬為按鈕或開關,操 作 后 觀 察 Y0、Y1、Y2線圈是否能夠斷開,以及相應的電動機與指示燈是否失電。
(3)安裝調試,連接好外部接線,通電試車,逐個檢測各部位功能是否按原機床控制要求運行,即主運動、進給運動、輔助運動、照明顯示以及保護環節是否可按要求運行。接線時要做注意 PLC 的電源連接,以及輸入和輸出公共端的連接。
(4)通電加工,待安裝調試完畢,即可進行工件的試加工,檢測經過 PLC改造的機床電氣線路是否會影響工件的加工,對于精度和穩定性進行進一步測試。測試無誤后即可投入生產工作中。
4、小結與展望
4.1 本次PLC改造小結
本文著重闡述了利用三菱 PLC對 CA6150型車床進行改造的目的、過程以及結果。基本達到了本次的改造目的,提高了車床的整體性能,一定程度上提高了車床的使用壽命,節約維修成本,提高效率,并為未來的升級改造提供了可行空間。
4.2 未來進一步研究與展望
隨著自動化的逐漸發展,用 PLC對車床進行合理的改造不僅可明顯改善一些傳統車床電氣線路的弊端,而且可以在此基礎上進行進一步的升級改造,比如電動機的正反轉,電機的調速均可進行電氣控制。以此類推 大多機床電氣線路都可進行 PLC改造,在進行 PLC改造的同時也可加入觸摸屏、變 頻 器,更加簡化繼電器線路,簡化機床操作,提高工作效率,并且使其在以后的升級改造中相對減少人工和機械成本。
5、結語
隨著技術的發展,PLC 的應用也越來越廣泛,進行PLC改造后的車床,因為減少了硬件電路的接線,所以克服了硬件電路接線帶來的電路老化、不易維修等缺點,在安裝使用上也更加快速便捷,其工作的可靠性也大大提高,并且便于整個機床電氣系統的監控、維修、升級和改造。因此,利用 PLC改造機床的電氣系統是一種切實可行的改造辦法。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

