


一種基于LMD與HMM的刀具磨損故障診斷方法
2020-12-11 來源:陜西工業(yè)職業(yè)技術(shù)學(xué)院教務(wù)處 作者:鄧豐曼
摘要: 針對機(jī)床刀具磨損故障信號難以提取且診斷結(jié)果錯(cuò)誤率高的問題,提出了基于局部均值分解( LMD) 與隱馬爾科夫模型( HMM) 的機(jī)床刀具磨損故障診斷方法。首先,運(yùn)用 LMD 對采集的機(jī)床刀具磨損信號進(jìn)行濾波并分解成一系列頻帶不同的乘積分量( PF) 信號,待選取有效的 PF 并進(jìn)行加權(quán)處理后輸入到已經(jīng)訓(xùn)練收斂的 HMM 模型庫分類器,眾多 HMM 模型根據(jù)輸入特征信號識別信號故障。最后通過實(shí)驗(yàn)驗(yàn)證了基于 LMD - HMM 的機(jī)床刀具磨損故障診斷方法的有效性和實(shí)用性。
關(guān)鍵詞: 刀具磨損; 故障診斷; 局部均值分解; 隱馬爾科夫模型
數(shù)控機(jī)床作為加工制造過程中最重要的生產(chǎn)工具,其能否高質(zhì)量、長時(shí)間穩(wěn)定運(yùn)行直接決定產(chǎn)品的質(zhì)量[1],而刀具作為數(shù)控機(jī)床的直接“操盤手”,它能否穩(wěn)定工作則決定了產(chǎn)品的加工精度。當(dāng)?shù)毒唛L時(shí)間使用后,刀具與工件之間的磨損對刀具的損傷不可避免,故為避免刀具磨損給加工制造過程中的經(jīng)濟(jì)利益造成損失,及時(shí)更換受損刀具具有重要意義[2]。基于此,國內(nèi)外學(xué)者對刀具磨損故障診斷進(jìn)行了深入研究。例如,Benkedjouh 等[3]運(yùn)用盲源分離技術(shù)( blind source separation,BSS) 與連續(xù)小波變換( continuous wavelet transform,CWT) 對刀具磨損故障進(jìn)行實(shí)時(shí)監(jiān)測并預(yù)測其剩余使用壽命( remaininguseful life,RUL) ,該方法基于高維特征空間中非線性回歸函數(shù)計(jì)算,并通過非線性函數(shù)映射來輸入數(shù)據(jù)從而得到故障特征,實(shí)驗(yàn)結(jié)果表明該方法能有效地反映銑削過程中刀具的性能退化。Wang 等[4]提出了一種基于多尺度主成分分析( MSPCA) 的銑削過程刀具磨損在線監(jiān)測方法,該方法利用小波多分辨率分析,將正常運(yùn)行條件下的訓(xùn)練樣本集分解成不同的尺度后進(jìn)行故障診斷,分析和比較結(jié)果表明,MSPCA 具有更高的故障診斷精度。
近幾年,國內(nèi)學(xué)者對刀具故障診斷開展了深入研究。為監(jiān)測機(jī)床刀具磨損程度,劉智鍵等[5]提出了一種基于小波包理論( WPD) 、經(jīng)驗(yàn)?zāi)B(tài)分解( EMD) 以及支持向量機(jī)( SVM) 等相結(jié)合的刀具故障診斷方法,該方法能夠有效地判別刀具磨損程度。李巍等6]根據(jù)刀具磨損狀態(tài)不同時(shí)其不同頻帶的能量不同,將小波包分解方法和基于神經(jīng)網(wǎng)絡(luò)的模糊系統(tǒng)融合器相結(jié)合,用于車刀狀態(tài)診斷,診斷效果明顯。
LMD ( local mean decomposition,局 部 均 值 分解)[7 - 8]是一種新的非平穩(wěn)信號處理方法,它在抑制端點(diǎn)效應(yīng)、減少迭代次數(shù)和保留信號信息完整性等方面具有優(yōu)勢[9]; HMM( hidden Markov model,隱馬爾科夫模型)[10 - 11]是一種時(shí)間序列的統(tǒng)計(jì)模型,對于包含大量豐富信息,非平穩(wěn)、低重復(fù)性和復(fù)現(xiàn)性的信號,它具有很強(qiáng)的模式分類能力[12]。筆者針對刀具故障磨損信號的特點(diǎn),綜合 LMD 信號處理方法的優(yōu)勢與 HMM 具有很強(qiáng)分類能力的優(yōu)點(diǎn),提出了基于 LMD - HMM 的機(jī)床刀具磨損故障診斷方法。
1 、基于 LMD - HMM 的信號處理方法
基于 LMD - HMM 的刀具磨損故障診斷方法能夠?qū)Φ毒吣p信號準(zhǔn)確處理的同時(shí),還可以對故障類型進(jìn)行自動(dòng)判別分類。其故障診斷流程如圖 1 所示。
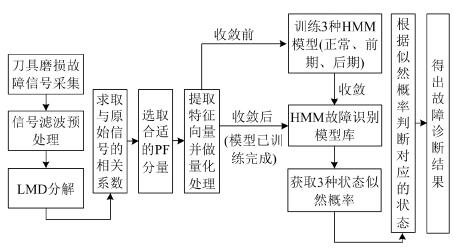
圖 1 刀具磨損故障診斷流程圖
1.1 基于 LMD 的刀具磨損故障特征
提取對刀具磨損故障做出準(zhǔn)確識別判斷前,需對故障特征信號進(jìn)行有效提取,其具體步驟如下:步驟 1,提取刀具磨損信號,并對該提取信號進(jìn)行濾波預(yù)處理以消除低頻噪聲的干擾。步驟 2,運(yùn)用 LMD 方法對經(jīng)過預(yù)處理的信號進(jìn)行分解,分解出若干個(gè)乘積分量( product function,PF) PFi( i = 1,2,…,n,n ∈ N) ,每個(gè)分量代表特定頻帶的信號,故 LMD 信號處理方法可理解為將完整信號“剝離”成若干具有特定頻帶的特征信號分量。步驟 3,由于 LMD 的端點(diǎn)效應(yīng)、滑動(dòng)補(bǔ)償以及循環(huán)終止條件選取等問題將造成分解結(jié)果中有虛假分量的存在,這將對分解準(zhǔn)確性造成影響,故需要對產(chǎn)生的虛假分量進(jìn)行去除。
本文采用求取各 PFi分量與原始信號的相關(guān)系數(shù)來消除虛假分量的影響。步驟 4,選取相關(guān)系數(shù)并加入到 PFi分量中,然后對每個(gè) PFi求取能量值 Ei,即:

1.2 基于 HMM 的刀具磨損故障識別模型
將經(jīng)過 LMD 分解后并進(jìn)行故障特征提取的特征向量 T 運(yùn)用通訊領(lǐng)域編碼技術(shù)中的 Lloyds 算法對齊進(jìn)行量化處理,然后輸入 3個(gè) HMM 模型( 正常狀態(tài)、前期磨損狀態(tài)以及后期磨損狀態(tài)) 進(jìn)行訓(xùn)練,待每個(gè) HMM 故障診斷模型訓(xùn)練收斂后,對每個(gè)模型重新輸入未知故障的故障特征向量得出似然概率值并識別故障類型。
2 、實(shí)驗(yàn)驗(yàn)證
在 CK0620 加工中心上安裝 YT - 15 硬質(zhì)合金刀具對回轉(zhuǎn)體零件進(jìn)行車削,主軸轉(zhuǎn)速為 1500r / min,切削深度為 0.2 mm,進(jìn)給量為 0.1 mm / r,采樣頻率為 51 200 Hz,得到 3 種狀態(tài)的振動(dòng)信號數(shù)據(jù)如圖 2 ~4 所示。
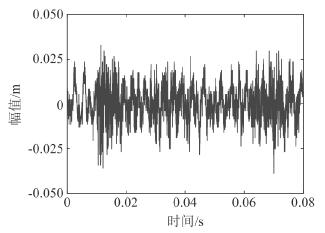
圖 2 刀具正常磨損信號
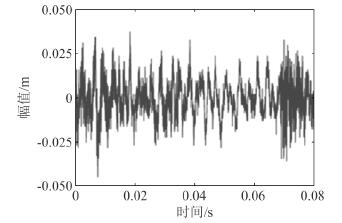
圖 3 刀具前期磨損信號
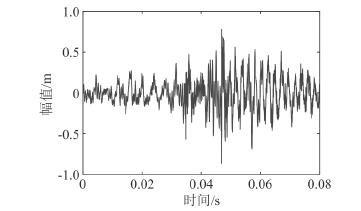
圖 4 刀具后期磨損信號
根據(jù)刀具后刀面磨損值將刀具磨損情況分為 3種情況: 當(dāng) VB < 0.1 mm 時(shí)為正常切削( VB為刀具后刀面平均磨損量) ; 當(dāng) 0.1 mm≤ VB < 0.2 mm 時(shí)為前期磨損; 當(dāng) VB ≥ 0.3 mm
時(shí)為后期磨損[13]; 當(dāng)0.2 mm≤ VB < 0.3 mm 時(shí),為中期磨損,本文不做考慮。分別采集 3 種狀態(tài)的信號,每種信號共采集40 組標(biāo)定為訓(xùn)練樣本,每組 4096 個(gè)點(diǎn)。3 種狀態(tài)的原始信號如圖 2 ~4 所示。
首先,將 3 種信號的前 40 組數(shù)據(jù)進(jìn)行 LMD 分解( 如圖 5 所示,為簡化表示,只列出刀具后期磨損故障 LMD 分解結(jié)果) 并求取相關(guān)系數(shù)( 表 1) ; 然后對處理好的數(shù)據(jù)進(jìn)行歸一化并標(biāo)量量化得到特征向量; 最后將 3 種特征向量輸入將要訓(xùn)練的 HMM 模型,即 HMM1( 正常狀態(tài)) 、HMM2( 前期磨損狀態(tài)) 以及 HMM3( 后期磨損狀態(tài)) ,待模型收斂后停止輸入。一般情況下,模型訓(xùn)練 36 次即可達(dá)到收斂狀態(tài)。
表 1 后期磨損信號 PF 分量與原始信號的相關(guān)系數(shù)
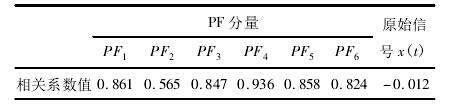

圖 5 刀具后期磨損信號
LMD 分解結(jié)果隨后,重新采集包括 3 種狀態(tài)的未知刀具磨損狀態(tài)信號,每類共采集 20 組,同樣經(jīng)過 LMD 分解、選取 PFi分量并求取相關(guān)系數(shù),然后經(jīng)過歸一化以及標(biāo)量量化處理后得到特征向量,最后分別輸入 3種狀態(tài) HMM 模型進(jìn)行故障類型判別。結(jié)果如圖6 ~ 8 所示。
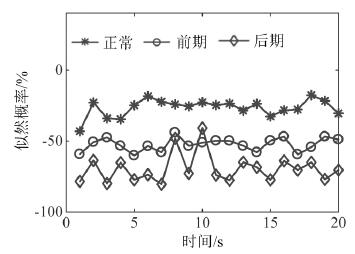
圖 6 刀具正常狀態(tài) HMM 模型識別效果
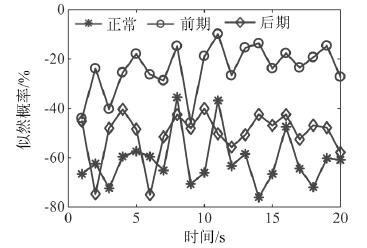
圖 7 刀具前期磨損狀態(tài) HMM 模型識別效果
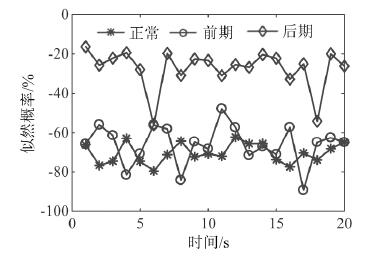
圖 8 刀具后期磨損狀態(tài) HMM 模型識別效果
由圖 6 ~8 可知,刀具正常磨損狀態(tài)識別率達(dá)到了 100% ,前期磨損狀態(tài)識別率達(dá)到 90% ,后期磨損狀態(tài)識別率達(dá)到了 95% 。
3 、結(jié)束語
本文提出的基于 LMD - HMM 刀具磨損故障診斷方法能夠準(zhǔn)確地對刀具 3 種狀態(tài)進(jìn)行識別,故障識別率達(dá)到了 90% 以上,證明了該方法的有效性和實(shí)用性。
該方法對刀具磨損信號準(zhǔn)確識別的優(yōu)勢使其能夠被用在機(jī)床刀具磨損故障自動(dòng)識別以及其它旋轉(zhuǎn)機(jī)械故障易發(fā)領(lǐng)域,為相關(guān)領(lǐng)域的故障及時(shí)診斷和處理提供了參考。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別