


復雜加工條件下的銑刀選擇
2021-6-10 來源: 北華航天工業 中國航發沈陽黎明航空 作者:王丹 高廣波 王春言
摘要:現今隨著金屬材料的增多,對加工零件的形狀,方法和加工刀具的要求也隨之增多。原始的加工方法無法滿足新型材料的要求,同時對加工者的綜合素質也提出了更高的要求。本文針對復雜加工條件的零件的加工方法做出了合理的選擇方案。
關鍵詞:刀具選擇,銑刀,加工路徑
0 引 言
現代加工切削加過程的工作中,不僅提高最大限度地加工質量和工作中產生重復動作的精度,使操作者認真謹慎的正確選擇合理的切削刀具。但遇到難加工的并且對于一些具有挑戰性的高難度加工的材料和加工后投入使用中條件苛刻的環境中的零件,對于刀具的選擇要謹慎和重要以及縮短加工過程時間,高效率的完成零件加工。
1、銑刀直徑的選擇
在葉片加工過程中,它的加工步驟和選擇刀具條件都很復雜。在這里選用了高速刀具路徑大家都熟悉的軟件,CAD/CAM 系統,加工過程中在高速的以直線擺動刀具路徑中精準的控制刀具接觸面的吃刀弧長,從而獲得極高的切削速度和精度。當銑刀切入轉角瞬間角度或切入其它復雜幾何形狀時,雖然角度有變但吃刀量是不會增的。技術人員為了更好的利用這種技術進步的特點,對刀具制造者設計研究發明了先進的直徑小銑刀。小直徑銑刀同樣可以通過高速刀具路徑,能在同等的時間和環境內有效切除更多工件余料,獲得更高的金屬去除效率,同時減輕加工者的勞動。圖 1 為大直徑銑刀和小直徑銑刀加工過程中接觸面對比,如圖 1。
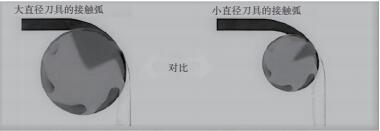
圖1 大直徑銑刀(左)與小直徑銑刀(右)的接觸表面對比

圖2 為加工中常用的銑刀類型
圖 2 適合加工硬質金屬材料的幾銑刀類型,在加工過程中,刀具切削刃與加工工件表面頻繁接觸,特別容易導致刀具壽命很快失效。介紹一種經驗方法:選擇直徑尺寸與加工工件最狹窄部位尺寸的1/2銑刀。此時所選銑刀半徑一定小于加工工件最窄處尺寸時,刀具切削部分便有左右移動的位置和空間,并能獲得最小的吃刀角度。加工者選擇的銑刀可以采用多個切削刃和更高的進給倍率。此外,還有一個好處,當采用加工銑刀直徑為工件最窄部位尺寸 1/2 的銑刀時,可以保正加工時銑刀較小的吃刀角度,并且在刀具轉動方向時角度也不會增大,持續保持原有的吃刀角度。還有個輔助條件,機床本身的剛度也有助于確定可使用刀具的尺寸。例如,在錐度為 40 的機床上進行切削加工時,加工者可選銑刀直徑通常應<12.7mm。違反了這個規律,如果加工者使用切削刀具直徑較大的銑刀,很可能會產生超過機床承受能力的較大切削力,導致加工工件的顫振、變形、表面光潔度變很差和加快刀具壽命磨損,工件加工后的結果無法達到尺寸精度的要求。加工者如果采用這種新的高速刀具路徑時,銑刀在切削加工的工件轉角處發出的切削聲音與直線切削時完全相同。銑刀在整個切削過程中所發出的聲音都相同時,說明加工過程中絲毫未受到局部大的熱沖擊和機械沖擊。如果銑刀的切削刃在每次轉向運動或切入工件狹窄處轉角時都會發出尖銳刺耳聲,此現狀表明可能需要減小銑刀直徑尺寸,以減小吃刀角度。如果銑刀的切削刃在每次轉向運動或切入工件狹窄處轉角加與切削其它部位發出的聲音完全相同,此現狀表明銑刀承受的切削壓力均勻一致,并未隨著工件幾何形狀的變化而上下左右波動,這是因為其吃刀角度始
終保持恒定。
2、 狹小部位銑削
銑削狹小部位可以選擇大進給銑刀適合狹小部位的銑削加工,每次切削余量減薄的原理,選擇較高的進給率進行銑削加工,同樣可以完成加工要求。在螺旋銑孔和銑削肋板的加工過程中,刀具切削刃頻繁的與加工表面產生接觸摩擦,而采用大進給銑刀銑削時可以最大限度地減少與工件的表面接觸,從而減少切削熱量以及很好的控制刀具加工過程中的變形。如圖3。
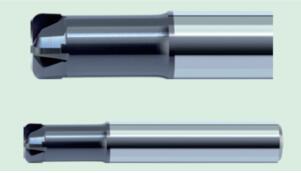
圖3 適合加工狹小部位的大進給銑刀
圖3適合加工狹小部位的大進給銑刀這兩種加工過程中,第一種,大進給銑刀切削時正常情況下處于半封閉狀態,因此,加工中發現最大徑向走刀的步距應為銑刀直徑的25%左右,而每次走刀的最大 Z 軸向切入工件深度應為銑刀直徑的 2%~3%。
加工螺旋銑孔過程中,當銑刀以螺旋刀軌跡切入工件時,螺旋切入角為大于2度小于4度,直至達到銑刀直徑 2%的 Z 向切深。第二種,選擇加工刀具為大進給銑刀切削時處于開放狀態,那么徑向走刀步距便要取決于加工工件材料的硬度。比如,銑削硬度為 HRC30-50 的工件材料時,最大徑向走刀步距應為銑刀直徑的 5%;如果加工工件材料硬度高于HRC50 時,最大徑向走刀步距和每次走刀的最大 Z軸向切深均為銑刀直徑的2%。
3、 銑削直壁
銑削直壁在銑削加工帶平肋板或直壁時,選擇切削刀具為圓弧銑刀加工后的效果最好。4刃 6刃的圓弧銑刀特別適合加工帶直壁或非常開闊的部位進行仿形銑削。選擇加工銑刀的刃數越多,則可采用越大的進給倍率。但仍然要注意,加工編程人員必須做到盡可能減少刀具與工件的表面接觸次數,同時采用較小的徑向切深寬度。不排除有的機床剛性較差,在這樣的機床上加工時,還是選擇直徑較小的銑刀比較有利于加工,小直徑銑刀可減少與工件的表面接觸。引起注意之處,多刃圓弧銑刀的走刀步距和切削深度與大進給銑刀相同。切槽時可采用擺線刀具路徑對淬硬材料進行切槽加工。選擇切槽銑刀時,加工者應選擇銑刀直徑約為加工槽的槽寬的50%,這樣既保證銑刀具有足夠大的移動空間,又能保證銑刀加工時吃刀角度不會增大以及降低加工時產生過多的切削熱。如圖4為銑削直壁和側壁對比。
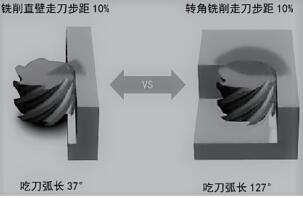
圖4 銑削直壁和側壁對比
4 、結 語
合理的選擇適合特定復雜加工的刀具不僅僅取決于被加工工件的材料,還應取決于所采用的切削類型和銑削方法。加工者要在加工之前做好準備工作,提前想好加工工藝,優化刀具、切削速度、進給率和加工編程技巧,就能以更低的加工成本,更快、更好地生產零部件。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

