


一種臥式加工中心輔助換刀系統(tǒng)設(shè)計(jì)
2022-10-21 來(lái)源: 科德數(shù)控股份有限公司沈陽(yáng)分公司 作者: 張傳思
摘要:臥式加工中心廣泛應(yīng)用于箱體類(lèi)、多面體類(lèi)零件的加工,而刀庫(kù)是臥式加工中心重要的功能部件之一,能大大節(jié)省輔助時(shí)間,提升加工效率。目前,自動(dòng)換刀系統(tǒng)主要由鏈?zhǔn)降稁?kù)與換刀機(jī)械手,盤(pán)式刀庫(kù)與換刀機(jī)械手組成,而刀庫(kù)所裝刀長(zhǎng)有一定限制,比如 HSK-100A 刀庫(kù)能容最大刀長(zhǎng)為 500mm,超過(guò)此長(zhǎng)度無(wú)法裝入。因此,設(shè)計(jì)一種輔助換刀系統(tǒng),專(zhuān)門(mén)用于裝載超長(zhǎng)、超大刀具,用于特深特征的加工,對(duì)提升加工中心的加工效率具有重要的意義。
1. 臥式加工中心常用換刀系統(tǒng)
臥式加工中心主要由床身部、立柱部、滑鞍部、主軸部、工作臺(tái)部、交換站部、自動(dòng)換刀系統(tǒng)組成,如圖 1 所示。
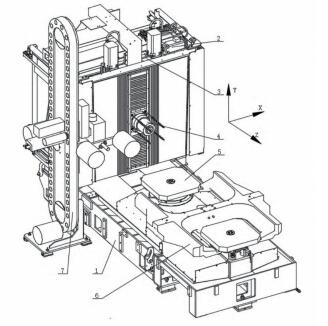
1. 床身部 2.立柱部 3. 滑鞍部 4.主軸部 5. 工作臺(tái)部 6.交換站部 7.自動(dòng)換刀系統(tǒng)
圖 1 臥式加工中心結(jié)構(gòu)示意圖
而自動(dòng)換刀系統(tǒng)通常由刀庫(kù)與換刀機(jī)械手組成,如圖 2 為鏈?zhǔn)降稁?kù)的自動(dòng)換刀系統(tǒng),圖 3 所示為盤(pán)式刀庫(kù)的自動(dòng)換刀系統(tǒng)。
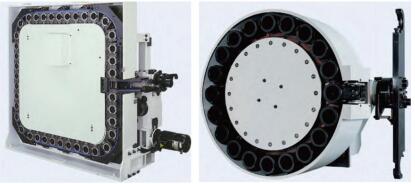
圖 2 鏈?zhǔn)降稁?kù)自動(dòng)換刀系統(tǒng) 圖 3 盤(pán)式刀庫(kù)自動(dòng)換刀系統(tǒng)
兩種自動(dòng)換刀系統(tǒng)都由刀庫(kù)與凸輪機(jī)械手組成,其中鏈?zhǔn)降稁?kù)容量大,通常為 40 把、60 把、120 把,甚至更多。而盤(pán)式刀庫(kù)存量不大,通常不超過(guò) 20 把。而該兩種常用的結(jié)構(gòu)型式,所裝刀具長(zhǎng)度都有一定限制,對(duì)于加工特殊特征的超長(zhǎng)刀具無(wú)法裝入。因此,通常需要額外的機(jī)構(gòu)實(shí)現(xiàn)對(duì)特殊刀具的儲(chǔ)存,有的將特殊刀具放入加工區(qū)的(如圖 4 所示),但放在加工區(qū)切削液及鐵屑容易進(jìn)入,所裝刀具數(shù)量有限,且影響一定的加工范圍。本文針對(duì)超長(zhǎng)刀具,設(shè)計(jì)了一種置于
加工區(qū)外側(cè)的輔助換刀系統(tǒng),用于深孔的鏜削與鉆削。

圖 4 特殊刀具置于工作區(qū)示意圖
2. 輔助換刀系統(tǒng)結(jié)構(gòu)設(shè)計(jì)
由于機(jī)床的主軸 Z 向不能運(yùn)動(dòng),且換刀位在工作區(qū)中,同時(shí)又不能影響已有的自動(dòng)換刀系統(tǒng)的工作空間,因此設(shè)計(jì)了一種 3 自由度的輔助換刀系統(tǒng),放置于機(jī)床工作區(qū)外,固定到床身側(cè)面,此輔助換刀系統(tǒng)可以沿著 X 向、Y 向、Z 向運(yùn)動(dòng),
如圖 5 所示。
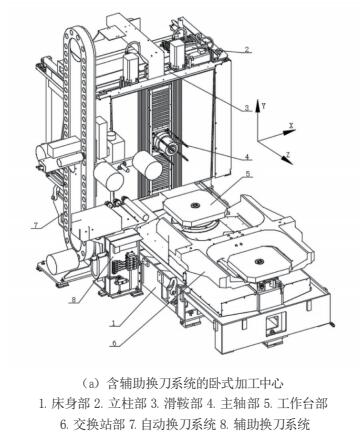
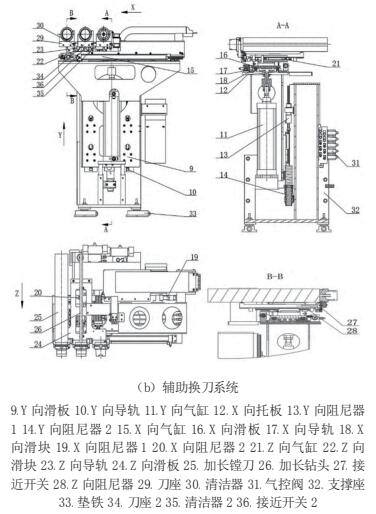
圖 5
輔助換刀系統(tǒng)主要由送刀機(jī)構(gòu)、驅(qū)動(dòng)裝置、檢測(cè)裝置、刀柄清潔裝置組成。
(1)送刀機(jī)構(gòu)送刀機(jī)構(gòu)由 X、Y、Z 向三個(gè)運(yùn)動(dòng)軸組成,其中 X 向行程左右運(yùn)動(dòng)為 620mm,由工作區(qū)外將刀具送到工作區(qū)內(nèi)。Y 向行程上下運(yùn)動(dòng)為300mm,將刀具升到 Y 向換刀位置或降到待刀位置。Z 向行程前后運(yùn)動(dòng)為 105mm(至少應(yīng)大于對(duì)應(yīng)刀柄長(zhǎng)度),完成刀具的插入與拔出主軸錐孔。X 向與 Z 向相對(duì)運(yùn)動(dòng)距離較長(zhǎng),如采用導(dǎo)軌固定,通過(guò)滑塊運(yùn)動(dòng)帶移動(dòng)部件運(yùn)動(dòng),必須將滑塊固定在移動(dòng)部件的末端,而使運(yùn)動(dòng)部件的重心在滑塊的前端,這樣就造成移動(dòng)部件運(yùn)行不穩(wěn),
影響定位精度。因此,采用滑塊固定在滑板上,導(dǎo)軌與移動(dòng)部件固定的方式實(shí)現(xiàn)運(yùn)動(dòng)部件的移動(dòng),保證了運(yùn)動(dòng)部件的穩(wěn)定運(yùn)行及定位精度。
(2)驅(qū)動(dòng)裝置。由于移動(dòng)部件重量較輕,且每個(gè)軸都有固定的準(zhǔn)停位置,因此,此輔助換刀系統(tǒng)采用了氣缸驅(qū)動(dòng)實(shí)現(xiàn)各軸的運(yùn)動(dòng),氣缸內(nèi)部?jī)啥诵谐淘黾泳彌_裝置,外部?jī)啥诵谐棠┒嗽黾哟鸥袘?yīng)開(kāi)關(guān),提供到位反饋信號(hào)。管路上增加節(jié)流閥,方便對(duì)氣缸運(yùn)動(dòng)速度的調(diào)節(jié)。采用雙控電磁閥實(shí)現(xiàn)氣缸的伸縮切換。
(3)檢測(cè)裝置。該輔助換刀系統(tǒng)的檢測(cè)裝置主要有行程到位檢測(cè)開(kāi)關(guān)、刀具有無(wú)檢測(cè)開(kāi)關(guān)。行程到位檢測(cè)開(kāi)關(guān)即為安裝于氣缸外部的,用于檢測(cè)內(nèi)部活塞位置的磁感應(yīng)開(kāi)關(guān)。刀具有無(wú)檢測(cè)開(kāi)關(guān)即為安裝于刀座上的,用于檢測(cè)刀柄的接近開(kāi)關(guān),通過(guò)螺母可調(diào)與刀柄外圓的距離。
(4)刀柄清潔裝置。為了保證從工作區(qū)換下刀具刀柄清潔,在將刀具換到刀座前,用刀座附近的吹氣裝置對(duì)主軸中的刀柄周?chē)M(jìn)行吹氣,將切屑及切屑液最大程度的吹掉,有利于保護(hù)刀具錐柄清潔。
3. 換刀流程
(1)主軸裝刀流程
將超長(zhǎng)刀具,如加長(zhǎng)鏜刀 25 安放到刀座 29中,加長(zhǎng)鉆頭 26 安放到刀座 2 中,刀座數(shù)量可依據(jù)所需特殊刀具數(shù)量而增加。首先,氣控閥 31 中的 Y 向雙控閥切換到氣缸升起的一路,Y 向氣缸 11 升起,Y 向滑板 9 沿著 Y 向?qū)к?10 經(jīng) Y 向阻尼器 13 停到 Y 向氣缸11 的行程末端,Y 向氣缸 11 外部的磁感應(yīng)開(kāi)關(guān)反饋 Y 向滑板 9 到位,即刀具到達(dá) Y 向換刀位置,此時(shí)換刀門(mén)打開(kāi),主軸運(yùn)行到加長(zhǎng)鏜刀 25 的換刀點(diǎn)位置,同樣給出反饋信號(hào)。然后,X 向氣缸 15 在對(duì)應(yīng)雙控閥的控制下,X 向?qū)к?17 帶動(dòng) X 向托板 12 伸出,經(jīng)過(guò) X 向阻尼器 20 的緩沖,使 X 向氣缸 15 的活塞停在氣缸前端,氣缸外側(cè)磁感應(yīng)開(kāi)關(guān)給出反饋信號(hào),將 X 向托板 12 送入到換刀點(diǎn)的 X 向坐標(biāo)位
置,此時(shí)將刀座 29 附近的吹氣裝置清潔器 30打開(kāi)。
接下來(lái),固定有刀座 29 的 Z 向滑板 24 在 Z向氣缸 21 的驅(qū)動(dòng)控制下,隨著 Z 向?qū)к?23 伸出,經(jīng)過(guò) Z 向阻尼器 28 的緩沖,停在 Z 向換刀點(diǎn)的準(zhǔn)確位置,氣缸外部磁感應(yīng)開(kāi)關(guān)給出反饋信號(hào),即將刀具成功插入主軸,待接到主軸刀具夾緊信號(hào)后,證明主軸已將加長(zhǎng)鏜刀 25 夾緊,之后主軸抬起大于 300mm 的安全距離后,Z 向滑板 24在 Z 向氣缸 21 的控制下隨著 Z 向?qū)к?23 反向運(yùn)動(dòng),經(jīng) Z 向阻尼器緩沖停至末端氣缸外側(cè)磁感應(yīng)開(kāi)關(guān)給出到位反饋信號(hào),吹氣裝置清潔器30關(guān)閉。接到 Z 向氣缸 21 到位反饋信號(hào),X 向托板12 在 X 向氣缸 15 的驅(qū)動(dòng)下隨著 X 向?qū)к?17 反向運(yùn)動(dòng),經(jīng) X 向阻尼器 19 緩沖停止末端氣缸外側(cè)磁感應(yīng)開(kāi)關(guān)給出到位反饋信號(hào),證明換刀部分已移出工作區(qū),此時(shí)換刀門(mén)可以關(guān)閉。
同時(shí),Y 向氣缸 11 反向運(yùn)動(dòng) Y 向滑板 9 降落,經(jīng) Y 向阻尼器 214 緩沖停止原始位置,此時(shí)完成一個(gè)裝刀過(guò)程。
(2)主軸卸刀流程
在保證主軸遠(yuǎn)離 Y 向換刀點(diǎn)安全距離300mm 以上時(shí)候,重復(fù)上述主軸裝刀流程的步驟,輔助換刀系統(tǒng)到達(dá)換刀點(diǎn)后,主軸降落到 Y向換刀點(diǎn)將加長(zhǎng)鏜刀 25 放入到刀座 29 中,接近開(kāi)關(guān) 27 給出刀具放好信號(hào),主軸松刀并給出松刀信號(hào),接到主軸松刀信號(hào)后 Z 向滑板 24 在 Z向氣缸 21 的控制下隨著 Z 向?qū)к?23 反向運(yùn)動(dòng),經(jīng) Z 向阻尼器緩沖停至末端氣缸外側(cè)磁感應(yīng)開(kāi)關(guān)給出到位反饋信號(hào),主軸 X 向移動(dòng)到加長(zhǎng)鉆頭26 的換刀點(diǎn),刀座 34 附近的吹氣裝置清潔器 35打開(kāi)。
接下來(lái),固定有刀座 34 的 Z 向滑板 24 在 Z向氣缸 21 的驅(qū)動(dòng)控制下,隨著 Z 向?qū)к?23 伸出,經(jīng)過(guò) Z 向阻尼器 28 的緩沖,停在 Z 向換刀點(diǎn)的準(zhǔn)確位置,氣缸外部磁感應(yīng)開(kāi)關(guān)給出反饋信號(hào),即將加長(zhǎng)鉆頭 26 成功插入主軸,待接到主軸刀具夾緊信號(hào)后,證明主軸已將鉆頭夾緊。之后重復(fù)主軸裝刀流程中的換刀系統(tǒng)退回流程,至此,完成一套卸刀及裝刀流程。
4. 結(jié)語(yǔ)
輔助換刀系統(tǒng)解決了常規(guī)臥式加工中心刀庫(kù)無(wú)法裝載超長(zhǎng)刀具、超重刀具的弊端,對(duì)于減少加工輔助時(shí)間,提升加工中心的利用率具有重要的意義,該輔助換刀系統(tǒng)的結(jié)構(gòu)方式可應(yīng)用到其他加工中心中,具有廣泛的應(yīng)用范圍,尤其對(duì)于應(yīng)用到生產(chǎn)線(xiàn)中的設(shè)備,將大大提高自動(dòng)化生產(chǎn)線(xiàn)的節(jié)拍。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別