



摘要:主軸定向功能指的是使主軸在指定的位置停止。其方法有兩種,第一,利用主軸控制單元;第二,使用機械檔塊。主軸定向是數控機床的重要功能,特殊形狀工件裝卡以及刀庫換刀等情況都可使用該功能。本篇文章主要講解主軸控制單元實現主軸定向方法和實例。
關鍵詞:數控機床;FANUC數控系統;主軸;定向
0 引言
主軸定向是FANUC系統的基本功能,在FANUC 0i-TB、0i-TC 、0i Mate-TC、18i及以上版本都可以實現,但設置其參數有些技巧,本篇文章是在實際使用和翻讀系統資料的過程中總結歸納出的方法和技巧。
FANUC 0i系列和18i等系列數控系統都有主軸定向功能,可只能在安裝主軸編碼器并連接串行主軸時使用。本篇文章用FANUC 0i-TC系統作為范例,講述主軸定向編制梯圖、設置參數和調整方法。
1.主軸定向梯圖
1.1 定向信號
G70.6:主軸定向的控制信號。
F45.7:主軸定向的完成信號。
SHA00-SHA11(G78,G79.0-G79.3):停止的位置外部設定信號
1.2 定向梯形圖
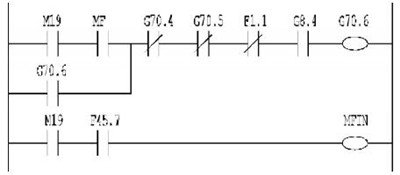
圖1 主軸準停基本梯圖
1.3 在圖1中M19的指令是M19;M指令的選通信號是MF;M指令的應答信號是MFIN;主軸的正轉信號是G70.4;主軸的反轉信號是G70.5;復位信號是F1.1;急停信號是G8.4。
主軸定向后,存在G70.6自鎖,主軸在一個固定的位置帶使能停止,即使有外力主軸也不能旋轉,此時可裝卡工件。如果想斷開自鎖可以旋轉主軸、復位或急停。
1.4 用參數設定主軸定向的位置偏移,可參考參數含義章節;還可以利用PMC 控制主軸定向停止位置外部設定信號G78- G79;一般用PMC 控制多點定向位位置更加便捷。
SHA00-SHA11是設定值范圍為0~4095的12位控制信號,利用公式換算成角度如下:
S =X ×360÷4096
PMC信號設定值是X,偏移角度是S。
在數控立式蹄片車床VTC5060上,因為卡盤同時裝卡兩個工件,兩點位置需要相差180°,所以用2個鍵選擇兩個位置。圖2是梯圖程序。G79.3信號值是2048,換算成角度是180°。所以相差180°的兩個位置可以通過控制通斷實現。偏移角度使用參數D0控制。圖中兩個定位位置的選擇信號是180D和0D。
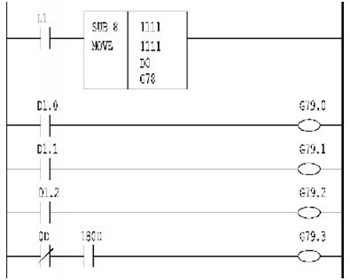
圖2 主軸定向位置外部設定梯形圖
2.參數設置
2.1參數含義
2.1.1 3702:#2,3表示是定位停止位置外部設定功能是否使用(#2是第一主軸,#3是第二主軸);
2.1.2 4001:#4表示主軸編碼器安裝方向。編碼器與主軸轉動方向相同,設置0;如果不相同設設置1;
2.1.3 4002:#1可以設置是否使用主軸編碼器。需要主軸定位時,設置為1。
2.1.4 4003:#0表示選擇定位編碼器(為0表示主軸定向用位置編碼器;為1表示用磁性編碼器);
2.1.5 4003:#2,3表示主軸定位時的轉動方向;
2.1.6 4015:#0表示主軸定位功能是否使用(如果使用定向功能,請將此位設為1);
2.1.7 4017:#7表示定位過程中是否尋找最短路徑;
2.1.8 4031:停止的位置。用主軸編碼器進行主軸定位時,使用此參數設定停止位置。如果使用主軸定位停止位置SHA00~SHA11外部設定功能,此參數無效;主軸定位使用主軸編碼器時,可以用此參數設定停止位置;
2.1.9 4038:表示主軸定位的速度。通過4056~4059參數設置主軸定向時主電機的轉速,通過數控系統的計算得到不同檔位定位時的主軸轉速。當此參數設置0時,主軸速度見下面公式:
Nori=60×GEAR×PG×Rori
Nori:表示主軸定位速度
GEAR:表示主電機與主軸的傳動比(通過4056~4059參數設置)
PG:表示主軸定位位置增益(通過4060~4063參數設置)
Rori:主軸定位電機速度倍率(通過4076參數設置)
2.1.10 4042,4043:CTH1A 值為1,4043 參數生效;CTH1A(G70.3)值為0,4042參數生效;表示主軸定位速度環比例增益;
2.1.11 4050,4051:CTH1A值為1,4051生效;CTH1A(G70.3)值為0,4050參數生效;表示主軸定位速度環積分增益;
2.1.12 4056~4059:表示各高低檔位主電機與主軸的齒輪比;
2.1.13 4060~4063:表示主軸定位各高低檔位位置環增益;
2.1.14 4076:表示主軸定位電機的速度倍率;
2.1.15 4077:表示主軸定位位置偏移量;設定值范圍是0~4095;計算公式是:偏移量=設定值/4095 × 360°;
2.2.參數設置
2.2.1 如果安裝主軸編碼器,將4002#1 號參數設為1,為4038參數設個值,一般設置40,為4056到4059號參數設置值,參數依據主軸各檔位傳動比設置,然后就能夠實現主軸定向;
2.2.2 如果仍不能實現主軸定向功能,先更改4001#4號參數,按照上文修改編碼器安裝方向的參數設置,再按照上文參數含義檢查相關參數的設置,然后將總電源斷電重啟系統后再執行主軸定向操作;
2.2.3 如果經過按照上面一條說明所講述的方法仍然不能夠實現主軸定向功能。那么可能是由于個別參數設置調整后與主軸不相匹配造成的結果,此時應該手動將4000到4134號參數全部依次清零,如果個別參數值不能清除掉,先不用理會,然后斷開總電源。系統重新上電后,可依據主電機的型號重新設定4019#7和4133號參數,再一次生成主軸的參數。再次斷開電源后,重新按照上面2.2.1和2.2.2所講述的方法調整參數,然后就可以實現主軸定向功能了,如果仍然不能實現,此時需要檢查編碼器和編碼器接線是否存在問題;
2.2.4 主軸定向是主軸旋轉速度不能太低,要不然就無法找到定向位置。一般情況下,主軸定向時速應該在10到25轉之間,因主軸定向過程中并不檢測卡盤是否卡緊的信號,所以在可以實現主軸定向功能情況下,主軸定向的旋轉速度盡可能低,避免造成危險傷害。還要說明的是,機床安裝調試第一次通電后第一次執行主軸的定向功能所需要的時間稍長一些,在此后執行此功能一般情況下一轉內可完成。
3.主軸定向應用
執行主軸定向功能,如果想操作方便可以使用按鈕控制主軸定向,也可用標準M代碼M19來操作執行;如果需要多點位定向功能,可以使用工件加工程序來改變
定向位置,操作方法見下面步驟:
3.1 使用用可編程參數輸入G10語句,實現主軸定向位置在加工程序中的偏移,G10語句格式見表1。
3.2 對于固定幾點準停,可用主軸定向停止位置外部設定功能,用M指令改變準停的點,這需要在梯形圖中實現此功能。
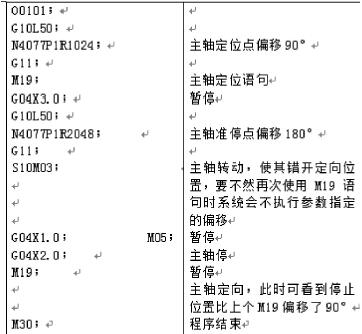
3.3 用加工程序改變準停位置的示例程序見表2。
表1 G10語句說明
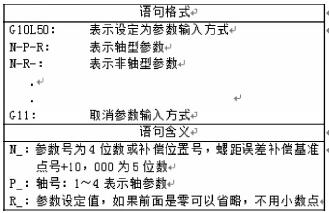
表2 示例程序
4.結束語
主軸定向功能是一個很常用并且實用的功能,在數控機床使用加工過程中具有重要應用價值,如本篇文章能為大家在工作中起到些幫助和啟示,那就是是本文的意義所在。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

