



一種數控機床主軸錐孔自修磨的簡易方法
2022-6-1 來源: 寧夏共享精密加工有限公司 作者:趙彥斌
摘要:介紹了一種數控機床主軸錐孔精度修復的方法。從解決問題著手,制作了一種簡易的電動修磨裝置,采用數控機床雙軸走插補斜線的功能,對精度不符合要求的主軸錐孔進行自磨修復。采用該方法修復數控機床主軸,維修周期縮短,維修成本也大大降低。
關鍵詞:數控機床;主軸錐孔;自修磨裝置
0. 引言
數控銑床主軸錐孔起到向刀具傳遞機床扭矩和對刀具進行精確定位的關鍵作用,因此主軸錐孔的精度直接影響機床的性能和加工精度,是最重要的心臟部分。機床檢驗標準要求:主軸錐孔用檢棒檢驗,距主軸端面近端跳動0.01mm,
距主軸端面300mm 處檢測跳動0.03mm。
但主軸錐孔容易損壞,日常使用過程中由于錐孔與刀柄清潔不干凈,主軸錐孔與刀柄結合面處存在雜物,在長期使用過程中雜物會導致主軸錐孔研傷;撞車以及刀柄夾持位置不正確等原因也會造成主軸錐孔與刀柄之間產生相對轉動,致使主軸錐孔損傷,從而使主軸錐孔精度下降。為了解決這一問題,本文介紹一種數控機床主軸錐孔精度修復的方法。
1.主軸錐孔精度修復的方法
主軸錐孔一旦出現精度不合格,目前完全有效的處理方法是:①更換一支新的主軸;②將整個主軸拆下來放到專業的磨床上去處理。第一種方法的費用特別且維修周期長;第二種方法的 費用 低于第一 種方法,但主軸的拆裝耗費人力,停機維修周期也長。
本文介紹的這種維修方法,完全顛覆了上面的傳統解決方案,它采用一種簡易的電動主軸錐孔自磨修復裝置,可以對各類數控機床主軸錐孔進行快速精密磨削,可使主軸錐孔精度復原95%以上,同時能縮短設備停機時間、有效避免主軸拆裝而影響其原出廠精度,并節約維修成本。
2.主軸錐孔自磨修復裝置
2.1 裝置結構
該主軸錐孔自修磨裝置如圖1所示,它主要由底座1、回轉架2、皮帶輪3、電機4、鎖緊螺栓5、主軸組件6等部件組成。在該裝置的底座1中心設計有回轉架支撐軸承13的安裝孔,回轉架2上設置有安裝回轉架支撐軸承13的安裝軸肩,用于安裝回轉架支撐軸承13;底座1上設計有環形 T 型槽,回轉架2上安裝的 T鎖緊螺栓10可在環形 T 型槽內滑動,并能在任意角度使用鎖緊螺母9進行鎖緊。
擺動支撐軸承14通過軸承壓蓋15、螺栓17安裝在回轉架2上端的軸承孔內,用于支撐擺動支撐軸16;主軸組件6安裝在擺動支撐軸16上,能實現±90°的擺動,通過鎖緊螺栓5在任意角度鎖緊;通過水平面內的回轉和垂直面內的擺動,可調整主軸組件6上的主軸軸線方向,使得主軸軸線和待維修機床主軸錐孔的母線完全平行。驅動電機4通過螺栓安裝在主軸組件6的外殼上,動力通過皮帶輪3、皮帶11驅動主軸組件的主軸旋轉,在該裝置主軸前端安裝磨削砂輪7,采用左旋螺母8壓緊,此處采用左旋螺母的目的是防止主軸旋轉過程中壓緊螺母松動。主軸組件如圖2所示,主要由主軸殼體1、主軸2、圓柱滾子軸承6和角接觸球組合軸承8等組成。角接觸球組合軸承8通過圓螺母7安裝在主軸2的前端軸承位,并用軸承壓蓋9、螺栓3安裝到主軸殼體1上;從后端裝入圓柱滾子軸承6,用圓螺母5固定軸承內圈,用軸承壓蓋4、螺栓3固定軸承外圈;安裝完成后測試主軸前端安裝砂輪位置的徑向跳動,不能超過0.015mm,這樣才能保證磨削修磨的精度。
2.2 裝置使用方法
如圖1所示,使用機床 T型螺栓將該裝置固定在機床工作臺上;通過松開的鎖緊螺母9,手動實現回轉架及以上部分在水平面內360°回轉;通過松開鎖緊螺栓5,手動實現主軸組件部分±90°范圍內擺動;通過對以上兩個自由度的調整,使該裝置主軸軸線與待修磨機床主軸錐孔的母線平行,完成裝置找正;通過數控機床的編程加工功能使機床走出7∶24(按照主軸錐孔母線的角度確定)的斜線,配合本裝置的旋轉磨削功能,完成主軸錐孔的自修磨加工。
修磨完成,在檢棒的錐柄上涂上藍油,對新修磨的主軸錐孔進行接觸面研合,若接觸面大于70%以上,再進行主軸軸線跳動檢測;若上述兩項精度中任何一項超差,我們需要分析具體原因并調整修磨機主軸擺動角度及數控機床運行程序的斜率,重復一次自修磨加工,直至上述兩項精度檢測全部合格。
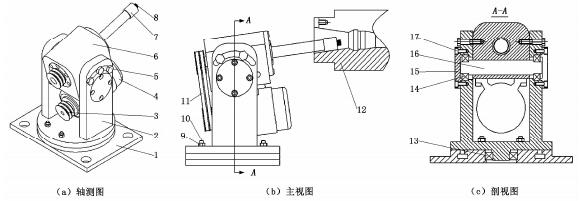
1-底座;2-回轉架;3-皮帶輪;4-驅動電機;5-鎖緊螺栓;6-主軸組件;7-砂輪;8-左旋螺母;9-鎖緊螺母;10-T型鎖緊螺栓;11-皮帶;12-機床主軸;13-回轉架支撐軸承;14-擺動支撐軸承;15-軸承壓蓋1;16-擺動支撐軸;17-螺栓
圖1主軸錐孔自修磨裝置
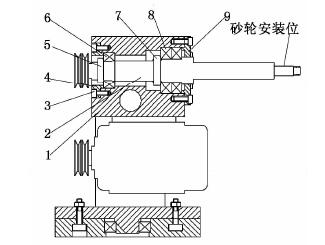
1-主軸殼體;2-主軸;3-螺栓;4,9-軸承壓蓋;5,7-圓螺母6-圓柱滾子軸承;8-角接觸球組合軸承
圖2主軸組件剖視圖
3.結語
機床主軸錐孔精度修復一直是行業內一大難題,該主軸錐孔自磨修復裝置能低成本、快速修復機床主軸精度,經濟效益較好。我公司XK2440 數控龍門銑、TK6916數控落地鏜銑床主軸錐孔精度超差,通過該裝置自磨修復后,錐孔精度均能達到合格范圍。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

