精機(jī)")



立式加工中心基于發(fā)那科系統(tǒng)的銑車(chē)復(fù)合應(yīng)用方案
2025-1-13 來(lái)源: 秦川集團(tuán)(西安)技術(shù)研究院有限公司 作者:李偉杰 和煦春
1. 序言
在傳統(tǒng)的加工過(guò)程中,需要進(jìn)行多次裝夾和換刀,這不僅增加了加工時(shí)間和成本,還會(huì)影響加工精度。而立式加工中心的銑車(chē)復(fù)合控制可以在一次裝夾中完成多個(gè)加工步驟,避免了多次裝夾和換刀的問(wèn)題,提高了加工效率和精度。我公司在一款立式加工中心的基礎(chǔ)上配置國(guó)內(nèi)知名品牌的搖籃轉(zhuǎn)臺(tái),轉(zhuǎn)臺(tái) A、C 軸電動(dòng)機(jī)為力矩電動(dòng)機(jī),其中 C 軸電動(dòng)機(jī)最高轉(zhuǎn)速可達(dá) 2000r/min,本臺(tái)機(jī)床系統(tǒng)是FANUC 0i-MF Plus(Type 1)。C 軸應(yīng)額外追加基于伺服電動(dòng)機(jī)的主軸控制功能。該功能可以實(shí)現(xiàn)每轉(zhuǎn)進(jìn)給、螺紋切削、轉(zhuǎn)速控制、剛性攻螺紋、實(shí)際主軸速度輸出及主軸分度等功能。
2.參數(shù)設(shè)定
將伺服電動(dòng)機(jī)主軸控制的參數(shù)填入系統(tǒng),具體見(jiàn)表 1。
表 1 系統(tǒng)參數(shù)

3. 梯形圖的編制
(1)相關(guān)信號(hào) 主要包括 G0027.1(SWS2)∶第二主軸選擇信號(hào) ;G0029.6(*SSTP)∶主軸停止信號(hào) ;G0027.4(*SSTP2)∶第二主軸停止信號(hào) ;G0521.4(SRVON5)∶ S V 旋轉(zhuǎn)控制方式信號(hào) ;G0523.4(SVRVS5)∶ SV 反轉(zhuǎn)信號(hào) ;G0126.4
(SVF5)∶伺服關(guān)斷信號(hào) ;F0010(M)∶輔助功能代碼信號(hào)。
(2)梯形圖編寫(xiě) 首先通過(guò) M 代碼譯碼M60(C 軸進(jìn)入車(chē)主軸模式)、M61(C 軸退出車(chē)主軸模式),把指令分別給到R0644.4、R0644.5(R地址可自行定義),如圖 1 所示。
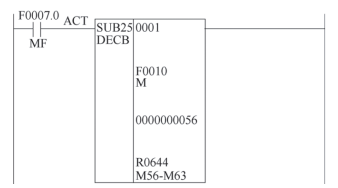
圖 1 M60、M61 代碼譯碼
再通過(guò) R0644.4 把指令輸入到 R0961.0,并形成自鎖,最后把 R0961.0 輸出給 G004.3,完成 M 代碼的執(zhí)行。只有執(zhí)行 M61,或者在復(fù)位、急停及出現(xiàn) C 軸相關(guān)報(bào)警才可斷開(kāi)這一自鎖。M60 互鎖梯形圖如圖 2 所示。
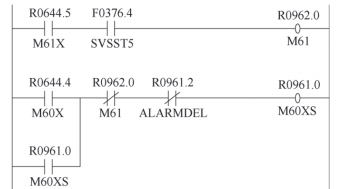
圖 2 M60 互鎖
通過(guò)M代碼譯碼M103(車(chē)主軸正轉(zhuǎn) )、M104(車(chē)主軸反轉(zhuǎn))和 M105(車(chē)主軸停止),分別把指令給到R0649.0、R0649.1和R0649.2。車(chē)主軸代碼譯碼如圖 3 所示。
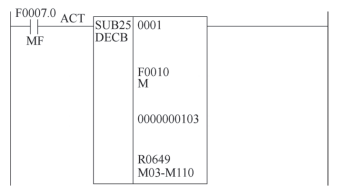
圖 3 車(chē)主軸代碼譯碼
通過(guò) R 地址把車(chē)主軸運(yùn)轉(zhuǎn)和停止的指令輸入到 G0027.1、G0027.4、G0029.6、G0521.4 和G0523.4,并形成自鎖。G0027.1 自鎖 80ms 后自動(dòng)斷開(kāi),如圖 4 所示 ;G0027.4 自鎖程序如圖5 所示 ;G0521.4 自鎖程序如圖 6 所示 ;G0523.4自鎖程序如圖 7 所示。相對(duì)應(yīng)的完成信號(hào)輸出給G004.3,完成 M 代碼的執(zhí)行。
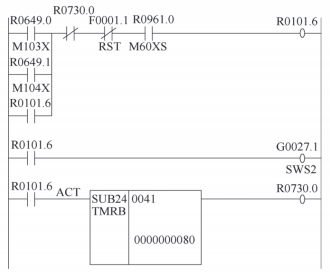
圖 4 G0027.1自鎖程序
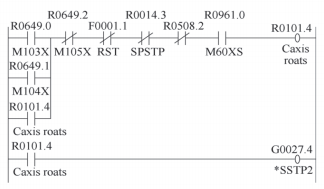
圖 5 G0027.4 自鎖程序
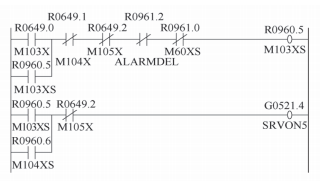
圖 6 G0521.4 自鎖程序
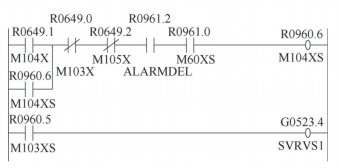
圖 7 G0523.4 自鎖程序
當(dāng) C 軸進(jìn)入車(chē)主軸模式后,C 軸必須強(qiáng)制松開(kāi),不然有可能會(huì)對(duì) C 軸松夾機(jī)構(gòu)造成損傷,產(chǎn)生的粉末有可能會(huì)污濁 C 軸編碼器的讀數(shù)頭。如果在沒(méi)有執(zhí)行 M60 時(shí),輸入車(chē)主軸旋轉(zhuǎn)的指令,需要做用戶(hù)報(bào)警,報(bào)警號(hào) : “EX1043 請(qǐng)先進(jìn)入旋轉(zhuǎn)模式”(報(bào)警號(hào)可自行定義),用來(lái)提醒用戶(hù)當(dāng)前狀況下需要執(zhí)行 M60。如果車(chē)主軸旋轉(zhuǎn)沒(méi)有停止時(shí),F(xiàn)0376.4 沒(méi)有置為 1 的情況下,執(zhí)行 M61的指令,需要做用戶(hù)報(bào)警,報(bào)警號(hào) : “EX1046 第五軸旋轉(zhuǎn)沒(méi)有停止,請(qǐng)勿退出旋轉(zhuǎn)模式”。此外還需要做一些車(chē)主軸溫度報(bào)警,用來(lái)保證力矩電動(dòng)機(jī)不會(huì)因?yàn)闇囟冗^(guò)高而導(dǎo)致電動(dòng)機(jī)損壞。
當(dāng)在旋轉(zhuǎn)模式下,出現(xiàn)復(fù)位、急停、C 軸恒溫油箱報(bào)警以及 C 軸溫度報(bào)警時(shí),需要切斷車(chē)主軸使能,同時(shí)也要將伺服關(guān)斷信號(hào) G0126.4(SVF5)置為 1。
(3)刀庫(kù)換刀程序修改 由于車(chē)刀必須要固定放置,所以車(chē)刀刀柄上裝有定位銷(xiāo),主軸箱上裝有相對(duì)應(yīng)的定位銷(xiāo)孔,這樣就可以將車(chē)刀固定,還需要在定位銷(xiāo)孔附近安裝 1 個(gè)接近開(kāi)關(guān),來(lái)確認(rèn)車(chē)刀是否裝在主軸上。如果車(chē)刀在主軸上,該車(chē)刀確認(rèn)信號(hào)就為 1。車(chē)刀安裝如圖 8 所示。
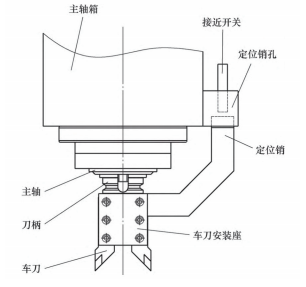
圖 8 車(chē)刀安裝示意
本公司立式加工中心刀庫(kù)容量為 20 把刀,定義 16 號(hào)至 20 號(hào)刀為車(chē)刀刀號(hào),當(dāng)主軸當(dāng)前刀是車(chē)刀時(shí),取消第一主軸使能,G0027.3 強(qiáng)制置為 0,強(qiáng)制主軸不能旋轉(zhuǎn)。首先判斷主軸當(dāng)前刀號(hào)是否≥ 16,如果≥ 16,將 R0900.0 置為 1,這時(shí)就可以判斷主軸上是車(chē)刀,如圖 9 所示。由于機(jī)械手在換刀時(shí),主軸需要定向停止,保證主軸端面鍵和刀柄鍵槽不會(huì)發(fā)生碰撞,因此如果主軸當(dāng)前刀是車(chē)刀,在執(zhí)行換刀命令時(shí),就需要跳過(guò)主軸準(zhǔn)停指令。針對(duì)這一問(wèn)題,首先,將 G0055.0 的線圈并在 R0900.0 上,G0055.0對(duì) 應(yīng) 加 工 程 序 里 的 #1008, 當(dāng) G0055.0 置 1后#1008 也就置 1 了,如圖 10 所示。然后在換刀子程序中將 M19 替換為“IF[#1008EQ1]GOTO6;M19;N6;”,當(dāng)主軸上為車(chē)刀時(shí),程序?qū)?/span>跳過(guò) M19。
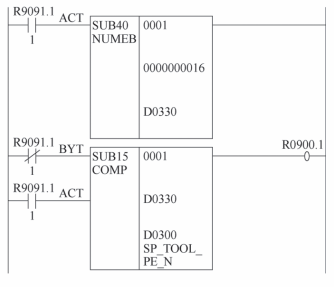
圖 9 判斷刀具是否為車(chē)刀的程序
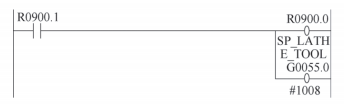
圖 10 G0055.0 對(duì)應(yīng)加工程序里的 #1008
假如主軸當(dāng)前刀號(hào)為車(chē)刀,但是車(chē)刀被人為卸走后,此時(shí)車(chē)刀確認(rèn)信號(hào)為 0,則主軸現(xiàn)在的停止位置有可能因人為轉(zhuǎn)動(dòng)而沒(méi)有在準(zhǔn)停位置上。因此在執(zhí)行換刀動(dòng)作時(shí),主軸定向指令會(huì)被跳過(guò),刀柄就有和主軸碰撞的可能,從而導(dǎo)致機(jī)床故障,所以在這種情況下做用戶(hù)報(bào)警 : “EX1047請(qǐng)將車(chē)刀裝回主軸后,再執(zhí)行換刀程序”,從而避免不必要的故障發(fā)生。
當(dāng)一切準(zhǔn)備就緒以后,在加工程序中添加G33IP_F_(F 是縱軸方向?qū)С蹋涂梢赃M(jìn)行等導(dǎo)程的圓柱螺紋切削。
4. 結(jié)束語(yǔ)
通過(guò)對(duì)配置 FANUC 系統(tǒng)的加工中心機(jī)床實(shí)現(xiàn)銑車(chē)復(fù)合功能的應(yīng)用,避免了多次裝夾工件,滿足了加工工藝的要求,可以提高加工效率、降低成本且提高精度,適應(yīng)各種不同類(lèi)型零件的加工求,是現(xiàn)代機(jī)械制造領(lǐng)域中非常重要的技術(shù)之一。實(shí)際應(yīng)用領(lǐng)域非常廣泛,可以在許多行業(yè)中發(fā)揮重要作用。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別