



數控機床中關于軸與光柵尺屏蔽的研究
2018-6-7 來源: 沈陽飛機工業(集團)有限公司 作者:李 虹
摘 要:在數控機床出現報警時,為了排除某種故障的原因需要暫時屏蔽報警信息,進行進一步的排查,控制軸屏蔽或光柵尺屏蔽是經常用到的,在屏蔽的過程中需要改變哪些相關參數,本文結合維修經驗,介紹了 SIEMENS 控制系統是如何進行軸與光柵尺的屏蔽,為今后的維修和調試提供一些借鑒。
關鍵詞:SIEMENS 系統;控制軸屏蔽;光柵尺屏蔽
0 引言
數控機床的核心是數控系統,數控系統功能和技術指標的實現又是通過參數實現的,因此熟悉數控系統參數就可以很好的將它們應用在數控機床的維修中。本文主要介紹了在西門子系統中通過更改參數即可簡單的對單個控制軸進行屏蔽,或者對光柵尺進行屏蔽,將全閉環改為半閉環。
1、控制軸的屏蔽
數控系統在啟動時,要對硬件進行檢測,若電機或電纜損壞,將
不能通過硬件檢測。為了不停止生產,此時可將該軸進行屏蔽處理,
轉化為虛擬軸,使機床可以繼續工作。軸屏蔽是將指令信號、反饋信號、
報警信號等 CNC 對伺服軸產生的各種信號通過參數進行處理,即將
某一個軸移除,機床照樣可以正常運行無報警。
1.1 SIEMENS 數控系統的軸屏蔽
在西門子數控系統中,有時對某單個軸進行屏蔽,具體過程如下:
(1)在相應的 MD 參數,設定軸參數:

MENU SELECT 鍵 → START UP → MACHINE DATA → AXIS
DATA →所需屏蔽的軸,更改參數 30130:1 → 0,30240:1 → 0
(2)在驅動配置相應菜單里找到該軸的模塊,設為“不生效”即可,此時這個軸就為虛擬軸,其相應的模塊和電機就可以去掉了,將上面的參數改回原值,就可以恢復原狀態。
MENU SELECT 鍵 → START UP → MACHINE DATA → DRIVE CONFIG →選擇相應驅動器數據→ DELETE MODULE → SAVE
2、光柵尺的屏蔽
相對于半閉環控制機床,全閉環控制機床有著加工精度高,響應速度快的優點,但是穩定性不易控制,其檢測元件感應同步器、光柵尺等容易受到不良環境的影響,當檢測元件受損,既申請備件又不想影響生產,這就需要將全閉環臨時改為半閉環,提高生產效率。或者當機械傳動產生較大的噪聲,零件加工生產中有較大的超差,或機床無法正常進行,最快捷的辦法就是全閉環改為半閉環,然后進行精度打表,可以快速的排查機械故障。因此掌握屏蔽光柵尺的方法是一種行之有效的技術。
2.1 SIEMENS 數控系統的光柵尺屏蔽
西門子數控系統從全閉環切換為半閉環主要是從機床數據參數和PLC 程序兩方面著手,下面就從這兩方面分析如何進行測量系統 1、2的轉換。
2.1.1 PLC 程序設置
在 PLC 程序中,DB3X 為 PLC 到 NCK 的軸信號,在 PLC 程序中把 DB3X.DBX1.5=1,DB3X.DBX1.6=0 則第一測量系統生效,若DB3X.DBX1.5=0,DB3X.DBX1.6=1,則第二測量系統生效。
2.1.2 機床數據參數
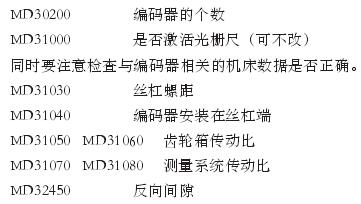
由全閉環更改為半閉環控制系統要想正常的工作,一個重要問題就是傳動比如何設置,在西門子 840D 中可以在診斷頁面中,可看到電機的實際轉速,同時又可通過進給軸速度計算出電機實際速度(電機實際速度 = 進給軸速度 / 傳動比 × 導程),將兩個實際速度對比一下,如果相差不大,代表傳動比正確。只有傳動比設置正確,才能保證數控機床控制軸的速度環正確,運行無誤。
反向間隙參數 MD32450 在半閉環控制中,是十分重要的參數,它是在軸換向時產生的精度誤差,會影響半閉環數控機床的定位精度和重復定位精度。如果該軸有兩個測量系統,由于兩個測量系統的安裝方式不同,它們的反向間隙值也可能不同,在兩個測量系統相互轉換時,可方便進行補償。
3、結論
在數控系統的維修中,經常能用到的排故方法就是屏蔽,屏蔽控制軸和屏蔽光柵尺又是一個非常重要的維修手段。屏蔽控制軸手段是排除軸相關報警,快速維修的方法之一,再一個就是提高機床的使用效率,在等備件的同時做到不停機,不等待。同時有很多光柵尺相關聯的故障,遇到這種故障首先都是要先把光柵尺屏蔽,在我遇到這方面的問題多半是機械本身出了問題,這說明光柵尺可以把數控機床潛在的機械存在的問題檢測出來,并以故障的形式表現出來。因此掌握這兩種基本的屏蔽維修的方法對我們今后維修有很大的幫助。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

