



雷尼紹XL-80激光干涉儀為線紋尺測量系統提供精準可靠的位置補償解決方案
2019-6-18 來源:雷尼紹 作者:-
全自動線紋尺檢測設備
線紋尺 (Line scale) 一般由玻璃制成,表面上準確地刻有等間距平行線,通常配置在比長儀、顯微鏡、測量儀器等長度測量設備上,作為測量距離和行程精度的重要參考基準。測量線紋尺上的刻度距離需要高精度儀器,測量分辨率往往要求達到納米級,任何微小的環境因素所造成的誤差都會影響測量結果的準確性。附屬于香港特別行政區政府創新科技署的標準及校正實驗所 (SCL) 設計并制造了一臺全新線紋尺測量系統,其采用雷尼紹XL-80激光干涉儀補償測量過程中因測量機臺架設位置偏移所導致的誤差。

案例分析: 雷尼紹XL-80 系列激光干涉儀
香港特別行政區政府創新科技署轄下的標準及校正實驗所負責制定和維護香港地區的物理測量參考標準,并為本地的測量標準及測量儀器使用者提供校正服務,以確保其準確執行測量工作,且能正確溯源至相關標準。除此之外,標準及校正實驗所還為檢測及認證行業實驗室提供能力驗證服務,以證明他們具備相應的技術能力。
線紋尺測量系統的工作原理和結構
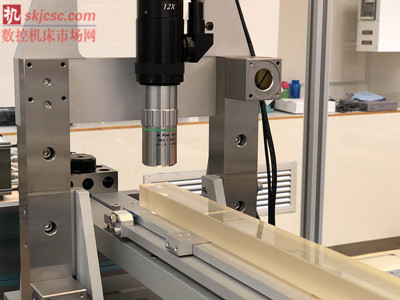
測量線紋尺上的刻度精度簡單來說就是測量被測線與參考線(一般是零位)之間的距離,結合影像分析和激光補償技術,系統可計算并調整數據(線紋)讀取位置,從而減少阿貝誤差 (Abbe error)。不過在實際操作中,該系統往往需要將更多實際環境因素以及其他不確定性計算在內,因此在設計時必須有效地對各種環境和人為因素所引起的誤差進行補償。SCL所研發的線紋尺測量系統主要由光學防震平臺、移動平臺、攝像頭、顯微鏡、像素計算程序、光學鏡組(包括分光鏡、反射鏡)及雷尼紹激光干涉儀組成。線紋尺的長度測量范圍為0.01 mm到750 mm,而系統的測量不確定度僅為0.15 - 0.41 nm。
案例分析: 條紋尺測量平臺
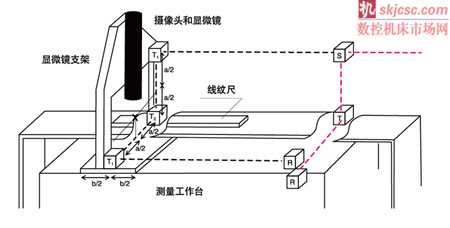
線紋尺測量系統配置了一臺雷尼紹XL-80激光干涉儀,用于對系統中出現的阿貝誤差進行補償。系統中的移動平臺采用以壓電電機驅動的空氣軸承平臺,全長800 mm行程的直線度為0.9 um,重復精度達20 nm;最大扭擺、俯仰和滾擺角誤差分別為+/-0.5角秒。由于SCL位于大廈的35層,風和道路交通引起的振動會影響測量精確度,因此必須將系統放置在光學防震平臺上。在環境補償方面,系統配置了空氣壓力、空氣溫度、材料溫度和濕度傳感器。被測線紋尺放置在以光學平臺為基體的固定式獨立測量平臺上,而攝像頭和顯微鏡則架設在可移動龍門式平臺上,目的是協助系統準確定位線紋的位置。因為每條線紋都有一定的寬度,以線紋的中心線作為其位置可提升整體測量精度。換句話說,借助影像技術,系統可找出線紋的中心線并定義為線紋最終位置。
執行測量時,移動平臺根據系統發出的信號移動并停留在被測線紋的默認位置。停頓后,激光干涉儀讀取位置數據,同時攝像頭拍攝目標線紋的影像進行分析,得出當前位置(以像素值顯示與零位的距離)并與實際計算距離進行比對,系統根據差值指示移動平臺進行位置微調。干涉儀再次讀取位置數據。整個程序需要重復多次直到差值在特定像素值范圍內,從而得出最終的線紋位置。
XL-80在系統中的應用
阿貝誤差簡單來說就是測量軸與被測工件運動軸之間的偏移所產生的誤差,我們日常所用的游標卡尺是典型例子之一。在使用游標卡尺進行測量時,夾住被測物的兩個端點與測量軸之間一定會出現偏移情況,從而產生誤差。對于千分表來說,由于測量軸和被測工件的軸在同一條線上,因此阿貝誤差為零。

案例分析: 條紋尺測量系統
雷尼紹XL-80激光干涉儀在系統中所扮演的角色是補償測量系統中的誤差,無論是移動平臺的直線度、線紋尺的放置位置,還是反射鏡的位置等,在架設時都難免會存在角度偏擺,導致在測量時出現所謂的阿貝誤差。系統在設計上使用激光干涉儀,以對稱形式在移動平臺兩邊的軸上進行測量,任何因角度偏移所導致的阿貝誤差值改變都會被另一邊軸的激光所補償。而干涉儀的架設采用了典型的線性測量配置,激光束通過分光鏡S分成兩路,一路形成參考光束經轉向鏡T及反射鏡R回到激光源探測器,另一路則通過轉向鏡T1、T2、T3及反射鏡R形成長度變化的測量光束。另外,XL-80干涉儀在測量過程中也補償了因環境造成的潛在誤差,其內置的壓力和濕度傳感器精度分別達1 mbar和6% RH,外置的材料和空氣傳感器精度分別達0.1和0.2度。數據顯示,在干涉儀的幫助下,系統整體減少約95%的阿貝誤差。
案例分析: 條紋尺運動平臺
選擇合適的激光干涉儀
就激光干涉儀而言,線性測量的精度不僅與激光頻率的穩定性有關,同時也取決于激光波長的已知精度。而在實際應用環境中,激光束通過空氣時,空氣折射率往往會對激光波長產生影響,由于折射率隨著空氣(非真空環境)的溫度、氣壓和濕度而變化,因此必須對激光波長進行補償以降低最終的測量誤差。補償器通過傳感器測量工作環境的各個參數,自動計算這些參數對空氣折射率的影響,并調整激光讀數以補償激光波長的變化,無需用戶干預和經常對補償進行更新。
雷尼紹XL-80激光干涉儀是目前市場上真正快速、精確、便攜的校準系統。精確穩定的激光源和準確的XC-80環境補償器,保證了±0.5 ppm(在空氣環境中)的線性測量精度。系統以高達50 kHz的頻率讀取數據,最高線性測量速度可達4 m/s,即使在最高速度下線性分辨率仍可達1 nm。所有測量選項(不僅是線性)均采用干涉法測量,確保所記錄數據的精度。XL-80配備先進、易用的人性化操作軟件,為用戶提供最全面的機器校準方案。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

