



激光干涉儀在數控機床調試驗收中的應用
2021-6-9 來源:中國航發貴州黎陽航空動力有限公司運行保障 作者: 張淑芳,秦云
摘要:介紹 Renishaw XL-80 型激光干涉儀的基本構成和工作原理,通過對新引進設備 ELB SMART BL10 數控緩磨的位置精度的測量驗收、檢測結果評定以及螺距誤差補償,掌握激光干涉儀在測量數控機床位置精度上的使用技巧,修正機床因運輸振動或環境溫度差異造成的位置誤差,最終達到機床位置精度驗收標準,保證數控機床的加工精度。
關鍵詞:激光干涉儀;位置精度;螺距誤差補償
0 引言
新機床到廠安裝后,因運輸過程中的顛簸及環境溫度差異等原因,會造成機床位置精度變化,產生新的定位誤差。因此新機床經安裝調試后須使用激光干涉儀對其位置精度進行檢測評定,必要時進行螺距誤差補償,以修正誤差值,達到機床驗收標準,保證機床加工精度要求。
1 、激光干涉儀的組成及基本原理
Renishaw XL-80 激光干涉儀所用激光的波長為 633 nm,且其長期波長穩定性(在真空中)高于 0.05 ppm,是可對數控備(加工中心、三座標測量機等)的位置精度(定位精度、重復定位精度等)、幾何精度(俯仰扭擺角度、直線度、垂直度等)進行精密測量的儀器。
Renishaw XL-80 激光干涉儀基本系統包括:XL80 激光頭(帶三角架)及相應的光學器件。其中用于線性測量的組件包括一只分光鏡、兩只反光鏡和兩只用于光學準直的光靶,線性測量工作原理如圖 1 所示。激光頭發出激光束 1 經分光鏡分成兩束光,激光束 2 經固定反光鏡反射,形成參考光束,激光束 3 經移動反光鏡反射,形成測量光束,兩束光匯聚于分光鏡中相疊加彼此干涉,相位相反時形成相消干涉,產生暗條紋;相位相同時形成相長干涉,產生明條紋。如果測量光路長度改變,干涉光束的相對相位將改變,反光鏡每移動 316.4 nm 就會出現一個明—暗—明的光強變化循環,激光干涉儀通過接收到明暗條紋變化,經過電子細分,從而知道距離的細微和準確的變化,以此來測量移動距離。
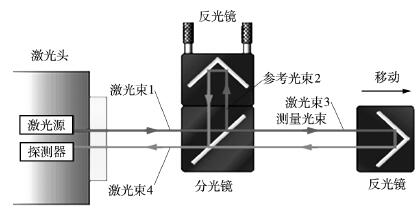
圖 1 線性測量工作原理
2、位置精度的測量
以 2019 年 8 月份新進設備 ELB SMART BL10 數控緩磨為例,其控制系統為 SIEMENS 840DSL,被測軸以 X 軸為例,檢測目的是驗收檢測,檢測項目為位置精度檢測。
(1)機床開機回零后,運行熱機程序預熱 15 min。
(2)將激光干涉儀按布置連線圖進行安裝連接,開啟 XL-80激光電源,預熱約 5 min。
(3)使用光靶快速準直光束。①沿運動軸方向將工作臺推離激光頭,直到光束開始移開光靶。當只有一半的光束擊中白點時停止移動機床;②使用三角架后方的左、右(上、下)扭擺調節小旋鈕,調整激光頭的角度偏轉,使光束移動到以光靶白點中心對稱的位置。使用三角架左右平移(垂直升降)大旋鈕,調整激光頭,使光束返回光靶白點中心;③沿著運動軸方向繼續推離工作臺。當看到激光光束移開目標位置時再次停止。重復②光束準直調整步驟,直到到達軸末端。到達末端后,將工作臺移回近激光器、軸起點位置。若光束不在光靶白點中心,則水平平移(垂直升降)激光器或通過移動直線軸,使光束回到光靶中心位置;④重復步驟①至③操作,直到光束在整個運動軸范圍內都能保持在光靶中心。
(4) 編制測量運行程序。設置機床工件坐標系 G59:X0Y0 Z0,使之與機床機械坐標系一致;依據機床 X 軸實際測量參數,編輯測量程序 LASER_X.MPF 如下:
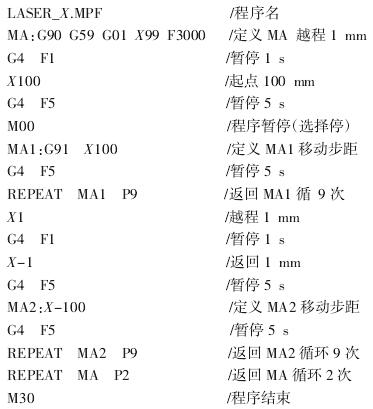
(5)設置激光干涉儀線性測長軟件。進入測量向導,依次完成目標設定、采集數據啟動、標題信息、自動采集數據設定 4 個窗口的設置。其中在自動采集數據設定中的公差窗口及越程量大小設置,依據以往經驗,最好設定為機床實際越程的 1/2,即公差窗口:0.5 mm,越程量大小:0.5 mm。如兩參數大于等于實際越程值,可能造成軟件采集錯誤數據或無法采集。
完成上述設置后,進入測量界面,先試運行機床,判斷數據方向,由于起點不為零,需先使用將數據手動定義到起點 100,啟動機床檢測程序,進行自動采集數據。
3 、機床位置精度的評定
數據采集結束后,保存測量數據,按廠家出廠檢測標準(VDI3441 標準)進行數據分析。分析結果見圖 2,依照公司與機床廠家簽訂的驗收標準要求,VDI3441 機床檢驗標準:定位精度:0.004 mm;重復定位精度:0.002 mm。初次測試結果為:定位
精度 0.0685 mm,不符合驗收標準。
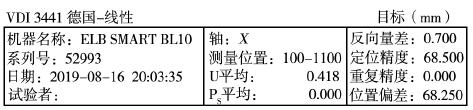
圖 2 X 軸位置精度檢測結果(程序循環 1 次的測量結果)
4、螺距誤差補償
查看機床 X 軸參數 MD32700(1)=1 可知,該設備 X 軸位置精度補償方式為螺距誤差補償,補償文件為 AX1_EEC.INI。
使用激光干涉儀數據分析軟件分析數據,點擊[1 分析數據]→[誤差補償圖表],打開“誤差補償表格”窗口,設置圖表類型:均值補償、補償類型:絕對值、正負符號轉換(+/-):誤差值補償間隔:25 mm(AX1_EEC.INI 文件中數據),點擊[繪制誤差補償圖表]生成補償數據。
點擊機床上 [MENU SELECT]→[調試]→[系統數據],拷貝 NC 數據中的軸 1 的測量系統錯誤補償文件到 U 盤,可得補償文件 AX1_EEC.INI;依據生成的補償數據,在計算機上修改補償文件 AX1_EEC.INI;修改機床 X 軸參數 MD32700(1)=0;激活修改后的補償文件;改回 MD32700(1)=1;激活參數設置,補償數據生效;修改機床 X 軸參數 MD32450(反向間隙)的值,即改為原值與補償數據中的反向間隙值的和。完成數據補償后,再次啟動激光線性測長軟件,采集、分析數據,其結果如圖 3 所示。
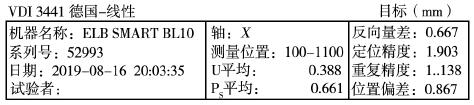
圖 3 補償后 X 軸位置精度測量結果
檢測結果為定位精 度 :0.0019 mm 且重復定位精度 :0.0014 mm。 符合公司與機床廠家簽訂的驗收標準 要求 。DI3441 機床檢驗標準為定位精度:0.004 mm 且重復定位精度:0.002 mm。
5、結束語
激光干涉儀是機床入廠最終位置精度檢測的重要工具,可以通過它對機床位置精度進行測量、評定及螺距誤差補償,使機床達到驗收要求標準,保證設備加工精度。此外,通過它還可以用于了解使用過程中的設備的位置精度情況,了解誤差產生的原因,修正精度誤差。激光干涉儀作為機床調試驗收中的必備手段,將一直服務于設備檢測及修理行業。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

