


時光伺服系統在機床刀架進給中應用
2014-4-7 來源:數控機床市場網 作者:-

一、概述
在許多大型機床設備(如:龍門刨床,立式車床)上,刀架進給功能十分重要,直接決定著設備的加工精度。以龍門刨為例,目前龍門刨的刀架功能主要有兩種方式,一種是傳統的“機械走刀箱”方式,另一種是目前較為流行的“定時進刀”方式。第一種精度不高且成本昂貴。第二種精度更低,在實現時還要加上變頻器、時間繼電器等投資。在這種情況下,當龍門刨實現精刨時,操作工一般采取手動進刀的方式,而且每進一刀都要進行一次測量,這樣一來大大降低了工作效率。可采用伺服系統解決這個問題,但是通常意義上的伺服系統在實現時面臨兩個難題,一是價格高,要使用伺服控制器和伺服電機;二是伺服系統一般需要上位機的控制,既增加了成本又增加了技術難度。
針對這種現狀,時光科技有限公司采用自行研制開發的交流異步伺服控制系統。采用32位微處理器,可對異步電機進行精確的速度、位置、轉矩控制,最具特色的是它具有開放的PLC功能,不再依賴于上位機可獨立成系統工作,節約了成本。時光伺服系統設計具有針對性,適應目前所有的龍門刨控制系統,并可增加銑、磨功能。安裝實現靈活,可以直接和原有電路配套工作,適用于龍門刨改造及定型生產企業。
采用該系統后,刀架在連續工作狀態時,可以實現大范圍調速,從而實現橫向的銑削功能;刀架在間歇工作狀態時,可以實現準確進刀,精度可以達到5μ以內,進刀量的設定方式也很靈活,可以通過模擬量、數字量、點動電位器或觸摸屏實現設定;可以手動調節,手脈功能將大大減輕工人的勞動強度,定量式的調節也更為精確。
二、功能介紹
時光伺服進刀機構的功能:
· 連續進給功能
時光伺服系統調速比大于1:5000,速度精度達到±0.02%,低速大扭矩的平穩輸出可以輕松實現刀架的慢速進給,從而達到銑削進刀的要求,簡化以往機械高低速檔的設計,達到刨銑一體機的要求。
具有龍門銑的快速功能,方便銑削操作。
· 間歇進刀功能
位置控制精確,電機定位精度為±1P(0.036°),可以實現精確的進刀控制,進刀精度根據絲杠精度可以達到5μ以內。
進刀量的設定方式靈活,包括模擬量、數字量、點動電位器、觸摸屏等方式,適應高低端的各種應用場合。
· 手脈微調功能
具有數控銑床特有的手脈功能,手脈功能極大程度減輕了操作工的勞動強度,而且提高了銑削、刨削的對刀精度。
定量的進刀微調方式,改變以往手搖進刀方式下,進刀量不可控的問題,手脈的控制精度分為1μ、10μ、100μ三檔。
時光伺服進刀機構的特色:
· 內置PLC
具有內部PLC功能,可以獨立成系統工作,方便和各類龍門刨銑電控系統配合工作。當存在配套不便時,還可以實時修改程序達到客戶要求。
· 安裝使用簡單
安裝方面該系統簡化了進刀箱的機構,只需要考慮安裝普通電機的方式就可以了。
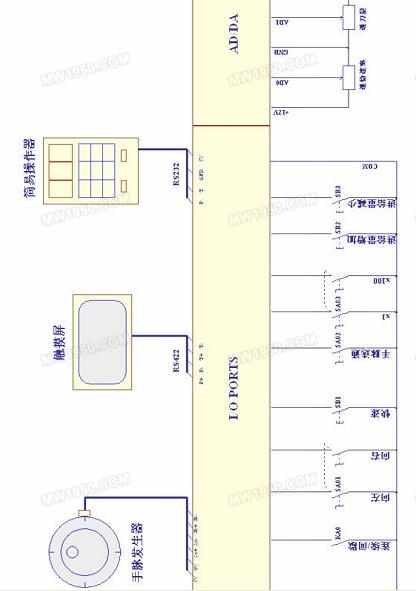
時光伺服進刀機構的基本接口:(可根據機械實際改動)
C4D0:連續/間歇選擇
C4D1:向左(間歇進刀時,該信號上升沿起效)
C4D2:向右(間歇進刀時,該信號上升沿起效)
C4D3:快速(僅在連續進給時起效,且需配合方向信號使用)
C4D4:進刀量增加(選擇點動電位器調節進刀量時有效)
C4D5:進刀量減少(選擇點動電位器調節進刀量時有效)
C5D0:手脈選通(間歇、連續狀態下均有效)
C5D1:x1檔(手脈每格對應進刀1μ,空檔對應進刀10μ)
C5D2:x100檔(手脈每格對應進刀100μ)

三、應用效果
目前該系統已在多家龍門刨銑生產廠家應用,得到了廣泛的好評。時光公司還根據立車的要求設計了立車專用的刀架伺服系統,在多個廠家得到應用。
四、刀架進給電路圖
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

