


薩瓦尼尼通過科爾摩根分布式伺服系統解決方案簡化其機床設計
作為全球鈑金折彎機領域領先的供應商,薩瓦尼尼在其P2系列緊湊型折彎機產品中采用了與傳統驅動結構完全不同的設計方案,該方案采用科爾摩根分布式伺服驅動器取代傳統的將伺服系統集中安裝在控制柜中的設計方式。在這個解決方案中,科爾摩根最新的AKD-N系列分布式伺服產品為整個控制方案的成本節約起到了重要作用。
此外,這也是意大利機器制造商第一次采用網絡同步的伺服驅動的電推桿替代傳統中央液壓泵設計。
任何一臺折彎設備的加工工藝周期都是由操作人員將需要折彎的金屬板材水平放置在工作臺上開始的,工件會通過定位軸下方的壓邊與折彎單元自動對齊。在折彎區域被夾持的工件面板會隨著可移動的刃口快速地執行上下折彎運動。參考位置的精度對于后續制造環節的質量有著至關重要的影響,因為在整個工藝周期內,每個工件都只有一次折彎的過程。

簡單地將驅動器安裝在電機旁邊
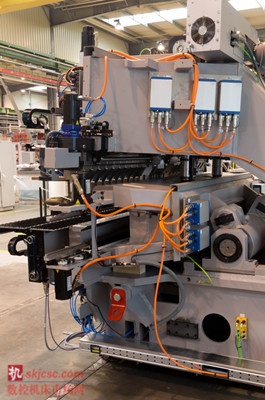
為了驅動內置的定位單元,薩瓦尼尼采用了科爾摩根AKD-N系列分布式伺服驅動器。通過運動控制專家科爾摩根的這款新一代產品,薩瓦尼尼可以根據需求直接在靠近電機的位置方便地安裝驅動器。這種分布式設計結構的其中一個優勢就是大大降低了P2緊湊型系列產品中7個分布式伺服軸的布線成本。
為了驅動內置的定位單元,薩瓦尼尼采用了科爾摩根AKD-N系列分布式伺服驅動器。通過運動控制專家科爾摩根的這款新一代產品,薩瓦尼尼可以根據需求直接在靠近電機的位置方便地安裝驅動器。這種分布式設計結構的其中一個優勢就是大大降低了P2緊湊型系列產品中7個分布式伺服軸的布線成本。
控制柜如果采用傳統的集中式設計結構,那么,位于電機和驅動器之間的屏蔽電纜,以及此前用于反饋系統的電纜鋪設長度將需要10米。因此,7個定位軸需要的總布線長度將達到140米(14根線,每根10米長)。新的解決方案在控制柜中采用AKD-C電源模塊,7個分布式伺服驅動器分為兩組,一組三個,另一組四個,如此一來,布線長度將減少到40米。總布線長度的計算方式大致如下:負責電力供應的兩條混合型電纜從電力供應模塊到兩個鄰近驅動器之間的反饋線纜總長需20米,加上第一組中連接三個伺服驅動器的3米長的線,以及第二組中四個伺服驅動器之間4.5米長的連接布線(IP67防護等級的裝置之間的平均布線距離不會多于1.5米)。當然對電機的電力供應用線也必須考慮在內,他們連接到AKD-N分布式伺服驅動器的布線線纜長度也不會多于1.5米。由于科爾摩根的解決方案采用革命性的單電纜連接技術,所以僅需7.5米長的電纜就夠了。所以,將AKD-N分布式伺服驅動技術與單電纜連接技術相結合將節省100米長的電纜,所需電纜從140米減少到40米,節省比例高達71%。

利用更少資源實現更高效率
這種對設備資源的精益管理帶來的最直接的效果就是大大減少了電纜的使用,占用的機器空間更少,更為重要的是安裝起來更加快速。由于使用的電纜少了,節省了設備的布線時間,可以節省約30%的成本。
節省空間、提高能效并且降低安裝和組裝成本是科爾摩根AKD-N分布式伺服技術在應用層面所體現的三個最顯著的優點,由此帶來的成本效益顯而易見。值得一提的是,對資源的嚴格管理在本案例中也起到了降低硬件設備成本的效果。以薩瓦尼尼最小的機床設備為例,在安裝驅動設備時,分布式結構的安裝成本與集中式設計結構相比至少節省了3.5%。對于性能指標要求更高,以及需要更多驅動軸的設備來說,可節約高達10%的成本。
提高能效
薩瓦尼尼也在其它創新產品中使用科爾摩根的伺服技術。為了代替由主泵和相配套的異步電機組成的中央液壓系統,薩瓦尼尼采用了三個高效伺服傳動系統,該系統由科爾摩根AKM同步伺服電動機和S700系列伺服驅動器組成,并只在工藝需要時傳輸電力。這大大提高了能效,因為驅動系統僅在折彎時才會啟動,無需在包括鈴聲、警示音提醒等在內的整個操作過程中處于工作狀態。由于科爾摩根驅動軸的精度更高,所以折彎速度更快,重復定位精度也更精準,最終提升生產質量。
總而言之,在競爭高度激烈的鈑金折彎市場,憑借P2系列緊湊型折彎機在經濟效益和生態環境等領域的出色表現,薩瓦尼尼再次取得了巨大成功。而科爾摩根的分布式伺服技術對提高能效做出了突出的貢獻,尤其是在布線、節省控制柜空間和冷卻系統方面。

關于科爾摩根
科爾摩根 (Kollmorgen) 是全球領先的運動控制系統和配件供應商。依托超過七十年的運動控制設計和研發領域的專業經驗,為全球 OEM 機器制造商提供突破性的解決方案,實現無以倫比的性能、可靠性和便捷性。憑借世界一流的運動控制技術,業內領先的品質、以及集成和定制產品的專業能力,科爾摩根助力印刷、包裝、醫療、機床和機器人等行業的OEM機器制造商設計出更好的機器,獲得競爭優勢。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

