


數控激光切割機床開發及其關鍵技術分析
2016-12-30 來源:佛山市精達信五金電器有限公司 作者:文彥
摘要:近年來,我國工業技術不斷發展,切割技術已經有了很大的改進,現代的激光切割技術是熱切割技術發展的一大熱點,與傳統的熱切割技術相比較而言,激光切割技術具備精度高、效率高以及低污染等優勢,而要想將激光切割技術實現國產化,需要不斷研究其數控機床以及數控技術來滿足發展的需求,文章對開發數控激光切割機床以及數控技術做了簡單論述。
關鍵詞:主動波浪補償;二次液壓控制;信號檢測;控制算法
激光技術主要是將激光束進行聚焦,再聚焦后形成功率較高的密度光斑,并將需要被切割的材料快速的加熱,直到達到汽化的溫度,在經過蒸發后形成氣孔,利用激光光束和材料之間的相對移動,進行窄縫切割的連續切割。利用激光技術進行切割,可以對一些影響因素進行調節,包括激光的功率,激光切割的速度、氣壓以及光路系統。
1.激光切割機床中數控系統的嵌入
嵌入式系統也就是計算機系統,利用計算機軟件運行作為核心內容,由其軟件與硬件控制裁剪,其適用與不同系統根據不同版本的系統的具體功用,做出與不同要求相適應的專用系統。其主要的結構有:嵌入式處理器和外圍設備、操作系統、應用軟件。數控激光設備是利用計算機運行技術,將嵌入式系統融入,這種方式被叫做嵌入式數控系統,該系統可以改變結構對象,根據使用者的需求增設或減少,實現各種層次的數控系統,這種系統可以提高系統的整體性能與可靠性,在一定程度上可以減少系統運行的成本,不斷增大其做功率,提高數控激光切割機床的競爭力。
2.數控激光切割機床
2.1 光機聯動切割機床
激光切割設備主要包括:激光器、聚焦系統與光束傳輸、電源和控制裝置、工作臺、氣源與水源、割柜和操作面以及數控裝置。其中激光器主要是提供激光切割設備加工中需要的光能,滿足設備加工需要的穩定性與可靠性,保證設備的穩定運行,根據設備加工的要求來調節合適的輸出功率。其中光束傳輸與聚焦系統,主要是將激光束聚焦在加工工件上,其中小功率系統需要采用透鏡聚焦,大功率系統使用反射聚焦鏡來聚焦。部分設備利用光纖來傳導,利用光纖導光系統的柔性、易配合性、功率密度性好等優勢進行光束的聚焦。
其中工作臺中安裝伺服電機驅動,可以實現定位并切割加工工件,但是在使用工作臺時,需要保持其臺面的整潔干凈,保證其運動的精度,工作臺面材料需要選擇硬度較高的不容易被破壞的。控制裝置是用來顯示實時參數的,起到控制、保護、警報等作用,為了提高激光器的穩定運行能力,需要采用響應較快的,穩定性能較高的控制電源。
數控裝置是按照指定的代碼與程序格式來編寫加工程序單,其中包括工藝路線和參數、光斑運動軌跡和直徑、切削參數與輔助功能,將程序單的相關內容統一的輸入到計算機系統中,用軟件來控制并指揮機床來加工零部件。在激光切割的過程中,利用惰性氣體的特性來保護切割縫不受氧化,同時氣源可以防止聚焦透鏡受到金屬蒸汽的污染或者液體溶滴濺射,主要起到屏蔽的作用。而水源可以降低加工系統的整體溫度。
2.2 龍門式聯動切割機床
龍門式光機聯動激光切割機床是融激光器和機床以及數控系統為一體,這種數控激光切割機床設備整體性能好,并且占用的空間面積小,設備的成本低、適應性強,被廣泛的應用在工業生產中。就激光和機床分離設備來說,其工件和光束的相對移動可以采取的方式有兩種,一種是保持工作臺不同而光束移動的方式,一種是工作臺移動而光束固定不動。
根據光束與設備相對移動的特點,采用光機聯動方式時,需要把機床設計為龍門式的結構,如圖1所示,主要由激光器與移動Y軸共同構成切割機床橫梁部分,光束在沿著Y軸進行短程運動時,工件需要沿著X軸進行長方向運動,這樣的構成方式可以使機床結構更加緊湊,當Y軸在一定范圍內進行移動時,不需要加擴束鏡,這樣可以有效的降低設備使用成本。
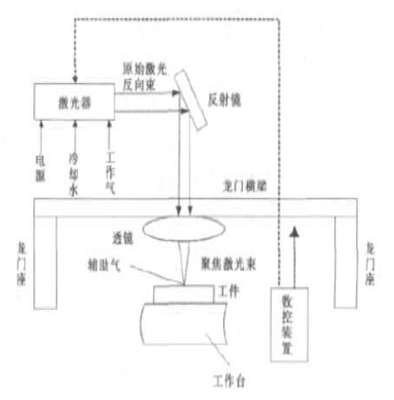
圖1 龍門式切數控切割系統圖
龍門式機床結構布局可以做好整體的防護工作、集中抽風與落料,在進行工件的切割時,工件會受熱變形,在加工大型工件與薄板件時,由于其焦點位置很難一直不變,由此必須用檢測傳感器與信號處理器以及控制電器、驅動裝置一同組成焦點自動化追蹤系統,嚴格的控制機床的高度,以獲得較好的割縫質量,其主要是利用激光切割的無切削力等優勢,優化了機床的整體布局,同時深入的研究了機床高速運行與光束聚焦系統等一系列的關鍵技術,為提高機床的整體性能奠定了良好的基礎。
3.激光切割的關鍵技術
3.1 光束聚焦問題
在使用數控激光切割機時,選擇的凹聚焦鏡直接影響著其切割的質量,根據激光器波長的輸出長度一定,而高功率的激光在透視時,要保證透鏡材料均勻、吸收性低、導熱性高、機械強度高等品質,要利用拋光表面與高水平光學鍍膜技術等,使用平凸鏡作為熱處理焊接需要的切割鏡片,平凸鏡不影響成像的品質。同時光機聯動式機床的高度控制系統,需要采用非接觸式的電容傳感器,保持切割噴嘴和加工金屬件在特定的高度,防止由于接觸產生探爪磨損。
3.2 氣體與噴嘴設計
通常情況下數控激光切割技術都需要采用輔助氣體,一些金屬材料或者非金屬材料,需要采用壓縮空氣或者惰性氣體,而大部分的金屬材料,需要用活性氣體即氧氣,調節氧氣的純度來控制切割的質量。在選擇并確定使用何種輔助氣體為前提,要調節好氣體壓力的大小,若在進行薄材料的高速切割時,需要將氣體的壓力調高,防止切割口的背面出現粘渣現象,若切割的材料的厚度增加或者切割的速度比較慢時,需要將氣壓適當的降低,其噴嘴在使用的過程中容易損壞,所以需要定期檢查并更換。
3.3 導光系統與切割速度
數控激光切割機導光系統主要包括反射式的擴束鏡、折反射鏡片和圓偏振鏡片以及聚焦鏡片等,光束利用這些鏡片從激光器中被傳導到切割頭,最后進行聚焦并在噴嘴處和切割輔助氣體一同輸出,但需要注意的是:由于透鏡在吸收傳遞光束的過程中,會出現能量損失導致變形的情況,最終會造成光束的焦點位置被改變,而影響到切割的效果,由此需要選擇無氧銅鍍金鏡片,在鏡片內直接注入冷卻水,保證切割的質量。除此之外在使用光纖進行激光的傳導時,需要充分考慮光纖傳導功率的大小.
數控切割技術的使用過程中,需要嚴格控制切割的速度,需要利用能量平衡或者熱傳導的公式來估算其最大的切割速度,而且切割的速度還與光束的有效功率的密度、激光光束的模式、激光光斑的尺寸、被切割材料的密度、汽化需要的能量等因素有關,由此需要經過實踐效果的最佳效果來確定切割的速度。
3.4 光路補償措施
光束發散性的特性和光束偏振的特性是在設計光路系統時主要考慮的兩個方面,其光束的補償措施主要有擴束鏡、平片VRM(變曲率半徑鏡)、恒定光程系統。其中擴束鏡是由凸、凹透鏡一同組成,是一種光學系統,可以改變光束大小同時還可以改變光束發散特性。其工作的原理是下擴束光束再聚焦光束,以得到最小的焦點,將光束的直徑有效的控制在合理的切割范圍內,提高切縫同板材的垂直精度,裝置辦法,如圖2所示。
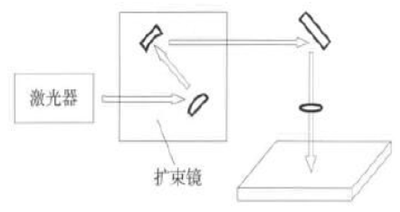
圖2 擴束鏡的安裝示意圖
其中VRM系統的主要運行原理:調整變量泵輸出的流量控制VRM鏡片中水槽的水壓,達到改變透鏡曲率半徑的作用,其可以改變光路長度的同時調整光束特征參數,保持焦點半徑與焦點深度穩定性。VRM系統的構成比較復雜,成本比較高并且需要用閉環進行控制,這一系統在國外的一些技術先進的產品中會使用這種光路補償辦法,但是在我國國內由于數控激光切割機床的整體技術水平還不夠完善,由此很難達到預計的使用效果。
恒定光程系統指的是恒定激光器與加工版面光束的傳輸距離,其恒定方案主要包括:一種是單獨用一臺伺服電機來控制光學鏡片,取得最終的恒定光路的長度,這種方案可以有效的調節光路的長度,并滿足光程長度不同的加工需求。另一中是利用光學鏡片與導光壁確定光路的恒定長度,此方案調節光路比較簡單。
4.結語
數控激光切割技術正在不斷地完善,其使用的成本得到了有效的降低,而設備的工作效率卻在不斷提升,但是我國的數控激光切割技術在一定程度上,還沒有滿足工業發展的需求,而我國正在不斷嘗試研發功能齊全的數控切割設備,來促進制造業的發展,文中針對數控切割機床以及其關鍵技術等方面做了簡單的闡述,意在為提高我國激光切割技術水平提供可參考的建議。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

