


搖籃式五坐標加工中心 C 軸轉臺旋轉故障原因分析與處理
2021-1-27 來源: 昌河飛機工業( 集團) 有限責任公司 作者:林超青
摘要: 針對 HS664RT,搖籃式五坐標加工中心力矩電動機驅動的 C 軸轉臺故障,介紹了故障排查、處理方法和力矩電動機相位角同步設置步驟。
關鍵詞: 力矩電動機; 相位角同步; 液壓抱閘裝置
1、 C 軸轉臺存在的故障和問題
HS664RT 搖籃式五坐標加工中心在運行過程中經常發生 C 軸電動機過載過流報警,并伴有轉臺抖動現象。同時該機床在開機上電過程,經常發生 A/C 液壓抱閘報警,機床無法上電,要反復多次才能上電。這種現象和故障持續一段時間后,C 軸轉臺徹底無法轉動,五軸機床只能當三軸機床使用。
2、 C 軸轉臺無法轉動的原因分析
2.1 C 軸轉臺的結構
HS664RT 搖籃式五坐標加工中心 C 軸轉臺主要是由轉臺本體( 框架) 、工作臺、軸承、液壓抱閘組件、力矩電動機( 定子和轉子組成) 、圓光柵和冷卻水道幾大主要部件組成,主要部件如圖 1 所示。力矩電動機定子、液壓抱閘組件安裝在轉臺本體上,力矩電動機轉子、工作臺安裝在軸承上,圓光柵安裝在工作臺上,力矩電動機轉子帶動工作臺旋轉,圓光柵測量旋轉角度和速度。

圖1 C軸轉臺
2.2 C 軸轉臺無法轉動的可能原因
根據轉臺的結構可以分析得到 C 軸轉臺無法轉動可能的原因有如下幾個方面:
( 1) 力矩電動機損壞。轉子和定子之間有異物,導致轉子和定子間隙不符合要求,定子線圈短路,電流增大,電流超過額定電流,致使伺服系統報警,電動機無法旋轉,使得 C 軸轉臺無法旋轉。
( 2) 圓光柵出現故障,導致工作臺旋轉角度和旋轉速度測量不準確,從而導致機床工作臺無法旋轉。
( 3) 轉臺的自調心平面軸承損壞,軸承無法旋轉,由于機械卡死,將導致力矩電動機輸出扭矩超過規定值而出現電流、扭矩報警,機床工作臺無法旋轉。
( 4) 液壓抱閘組件變形損壞。由于 C 軸轉臺的鎖緊和松開采用液壓抱閘系統,液壓抱閘組件由磷青銅彈性變形圓環和圓環塑料油槽組成,工作臺液壓鎖緊是往塑料油槽充油,油槽變形,推動磷青銅彈性變形圓環變形,從而鎖緊工作臺。轉臺松開時,液壓油泄壓,磷青銅彈性變形圓環和圓環塑料油槽恢復原狀,轉臺就可以轉動了。如果磷青銅彈性變形圓環和圓環塑料油槽損壞,或彈性失效,導致磷青銅彈性變形圓環與工作臺的間隙過小,就會出現轉臺轉動困難,力矩電動機出現電流過載,扭矩過大和旋轉過程抖動的情況。
( 5) 開機上電過程,經常發生 A /C 液壓抱閘報警,導致機床轉臺無法轉動的可能原因一個是液壓抱閘組件或液壓管路有泄漏,導致鎖緊壓力達不到設定值,從而導致系統出現液壓鎖緊故障。另外可能的原因是液壓控制系統出現故障,導致液壓系統無法正常工作,鎖緊壓力達不到設定值,出現故障,機床無法上電。
3、 C 軸轉臺無法轉動可能原因的處理
3.1 電動機損壞可能原因
拆開轉臺密封蓋,露出力矩電動機的轉子和定子,發現轉子和定子之間部分區域有明顯的銹蝕現象,如圖 2 所示。冷凝水多,定子( 線圈) 有多處明顯短路燒焦如圖 3 所示,可以判斷力矩電動機已經短路燒蝕損壞。冷凝水多的原因可能是冷卻水的溫度設定,使電動機內外溫差過大,因此在電動機外部出現冷凝水。

圖2 電動機銹蝕

圖3 電動機燒蝕
檢查電動機水冷控制系統,發現冷凝水的溫度設定在17 ℃ ,而室溫有 28 ℃ 左右,所以會出現冷凝水現象。把水冷溫度設定在 24 ℃后,冷凝水現象消失。由于力矩電動機短路燒壞,所以要更換力矩電動機組件( 由定子和轉子組成,如圖 4) 。

圖4 力矩電動機(定子和轉子)
更換力矩電動機后進行試車,發現 C 軸轉臺還是無法旋轉。因此 C 軸轉臺無法旋轉不止力矩電動機損壞一個因素,還有其他原因。
3.2 C 軸圓光柵出現問題
如果 C 軸圓光柵出現問題,C 軸旋轉速度和角度測量不準確,也會導致 C 軸無法轉動。該機床采用的是海德漢圓光柵,所以可以使用 PWT18 海德漢光檢測儀對光柵進行測試。測試結果表明,圓光柵信號正常,旋轉靈活,圓光柵故障的可能性排除。
3.3 轉臺的自調心平面軸承損壞
如果轉臺的自調心平面軸承損壞,軸承無法旋轉或旋轉不靈活,那工作臺的轉動也會出現轉動困難和抖動,導致力矩電動機電流和扭矩增大超限,出現報警,甚至燒壞電動機。把電動機和工作臺拆除后,露出自調心平面軸承( 如圖 5) ,發現軸承外觀完好,旋轉靈
活。因此自調心平面軸承損壞的可能性可以排除。
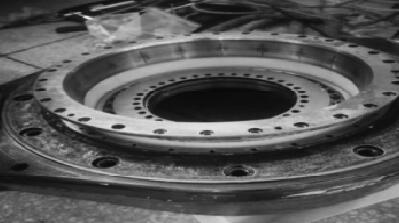
圖5 自調心平面軸承
3.4 液壓抱閘組件變形損壞
對于液壓抱閘組件變形損壞,導致工作臺無法旋轉的可能性,進行下面的一些測試和檢查。把工作臺和力矩電動機安裝完好,斷開電動機電纜和液壓管路,此時液壓抱閘組件沒有壓力,處于無變形自由狀態,根據 C 軸轉臺的結構,此時轉臺可以人為盤動旋轉。結果發現,轉臺無法人為盤動,甚至用撬杠也無法盤動轉臺。由于力矩電動機是新購置的,沒有問題,所以出現問題可能是液壓抱閘組件變形損壞。為驗證,把力矩電動機拆下,此時僅僅只有工作臺、自調心平面軸承、液壓抱閘組件,再次人為盤動轉臺,發現故障依舊。所以可以確認,轉臺無法旋轉的另外一個原因是液壓抱閘組件損壞。拆下液壓組件,發現磷青銅彈性變形圓環表面有明顯的摩擦痕跡,因此可以確定磷青銅彈性變形圓環變形不正常。

圖6 磷青銅彈性變形圓環

圖7 磷青銅彈性變形圓環加工
通過測量發現,彈性變形圓環( 圖 6) 變形不夠,導致工作臺無法旋轉。因此可以對彈性變形圓環進行加工( 圖 7) 保證足夠的變形余量。加工完成后,把彈性變形圓環、工作臺安裝完成后進行測試,結果表明,工作臺可以正常旋轉,故障排除。
3.5 液壓管路有泄漏或控制系統有問題
排除力矩電動機和液壓抱閘組件故障后裝機試車,發現工作臺無法正常液壓鎖緊和松開。液壓鎖緊的壓力達不到要求,C 軸鎖緊設定值為 4 MPa,但是實際值只有 2 MPa,給液壓系統保持壓力的蓄能器壓力也會降到2 MPa,正常值是 4 MPa。由于壓力達不到要求,可能的原因是液壓管路有泄漏或控制系統有問題。
通過檢查液壓管路,沒有發現泄漏,液壓抱閘組件也沒有發現漏油現象。因此液壓系統泄漏的可能性可以排除。
對于控制系統問題,在數控系統中強制給出 C 軸鎖緊信號,PLC 有信號輸出,但是壓力還是 20 MPa 沒有變化。通過檢查發現雖然 PLC 有信號輸出,但是控制 C 軸鎖緊/松開的電磁閥沒有得電,電磁閥沒有切換動作,人為切換電磁閥閥芯位置,則液壓壓力就可以馬上達到 4 MPa。檢查電磁閥控制電纜和控制中間繼電器,發現控制電磁閥動作的中間繼電器損壞,雖然PLC 有信號輸出,但是中間繼電器沒動作,導致故障。更換中間繼電器后,C 軸能正常鎖緊/松開。
3.6 力矩電動機相位角同步設置
由于 C 軸轉臺采用的永磁體同步力矩電動機,新安裝的力矩電動機要進行相位角同步設置,使轉子永久磁場與定子的電磁場同步。如果這個同步角度未測量或角度設定不對,將會導致電動機輸出力矩變小,出現無法帶動負載和機床抖動等故障。
相位角同步調試的步驟一般有以下幾個步驟: 第一步按伺服驅動調試軟件的要求,設置相關參數和狀態,把力矩電動機設置成相位角同步調試狀態,伺服驅動類型不同,則驅動調試軟件不同,參數和狀態設置要求也不同,力矩電動機相位角同步設置要根據驅動類型和調試軟件的要求進行設置; 第二步,自動旋轉工作臺或手動旋轉工作臺,此時驅動系統會檢測到相位角偏差; 第三步,把驅動系統檢測到的相位角偏差值設置到相關參數中; 第四步,把力矩電動機從相位角同步調試狀態恢復成正常工作狀態。圖 8 是伺服驅動調試軟件進行力矩電動機相位角同步設置的畫面。完成力矩電動機相位角同步設置后,對機床進行測試,結果表明,故障排除,力矩電動機設置正常,機床能夠正常運行。
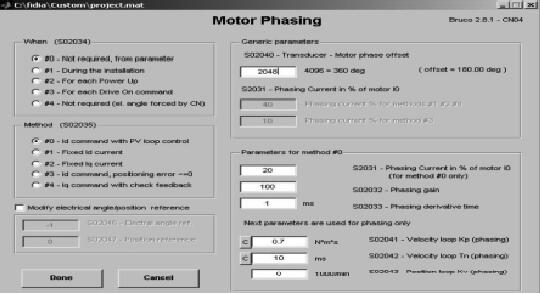
圖8 力矩電動機相位角同步測量和設置
4 、結語
對于采用力矩電動機的轉臺故障,進行故障排查時,要綜合機械,液壓和電氣等多種手段,才能取得比較好的效果。特別是更換力矩電動機還要進行同步設置,如果不進行相應參數和相位角同步設置,即使是新電動機也會出現輸出扭矩小,無法帶動負載和機床抖動等現象,機床無法正常運行。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

