



FANUC 機器人在激光切割領域的應用研究
2023-7-10 來源:江蘇亞威創科源激光裝備有限公司 作者:陳明 盧俊
1. 機器人激光切割市場
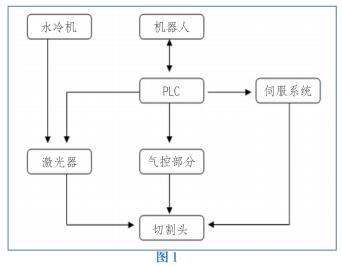
機器人激光切割的使用行業主要有電梯、汽車配套零部件、工程機械、農業機械、罐體封頭、模具制造、運動器材、廚具、工業設計研究院等行業,其中汽車行業占據半壁江山,比如江鈴汽車、北汽福田、宇通、金龍汽車等國內知名的汽車廠商和近江汽車零部件、摩多巴克斯、勞士領汽車配件、霍勤汽車零部件等大型汽車零部件配套商。應用特點 : 適用于汽車零部件、鈑金覆蓋件、管件和底盤件等多批次批量的生產 ; 可以替代開模沖壓,適合個性化生產,縮短產品的開發周期 ; 能夠自由、靈活的實現各種復雜三維曲線加工軌跡 ; 通過機器人的編程示教,可以快速切換各種規格工件的加工制造 ; 占地面積小、系統柔性、容易集成自動化生產線。工作原理如圖 1。
國務院在 2012 年發布《節能與新能源汽車產業發展規劃(2012-2020 年)》后,汽車輕量化迫在眉睫,隨著近幾年汽車輕量化研究的持續推進,熱沖壓成型這種工藝應用占汽車制造所需鈑金的比列逐年遞增,成型件也從汽車的 A 柱、B柱向整體門環發展,這給了機器人三維切割更多市場機會,也帶來了過多挑戰,高端三維五軸激光切割機是機器人面對三維件切割的最大替代者,三維五軸的效率是機器人切割的 2~3 倍,精度也比機器人稍高一些,機器人切割想要在市場上繼續保持競爭力,必須在設備成本、加工效率、機器人重復定位精度、機器人能耗方面持續提升。
2.FANUC 機器人應用
2.1 如何選擇合適的機器人
機器人切割中機器人的選擇主要考慮機器人的重復定位精度、機器人的負載、機器人的臂展及機器人的價格這幾個因素,本文只考慮 Fanuc國務院在 2012 年發布《節能與新能源汽車產業發展規劃(2012-2020 年)》后,汽車輕量化迫在眉睫,隨著近幾年汽車輕量化研究的持續推進,熱沖壓成型這種工藝應用占汽車制造所需鈑金的比列逐年遞增,成型件也從汽車的 A 柱、B柱向整體門環發展,這給了機器人三維切割更多市場機會,也帶來了過多挑戰,高端三維五軸激光切割機是機器人面對三維件切割的最大替代者,三維五軸的效率是機器人切割的 2~3 倍,精度也比機器人稍高一些,機器人切割想要在市場上繼續保持競爭力,必須在設備成本、加工效率、機器人重復定位精度、機器人能耗方面持續提升。
2.FANUC 機器人應用
2.1 如何選擇合適的機器人
機器人切割中機器人的選擇主要考慮機器人的重復定位精度、機器人的負載、機器人的臂展及機器人的價格這幾個因素,本文只考慮 Fanuc品牌,綜合考慮以上因素,羅列了以下幾款,見表 1。
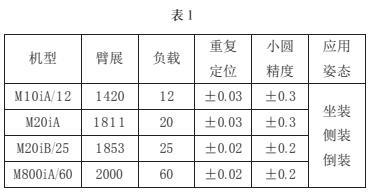
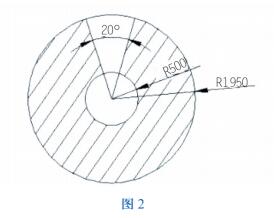
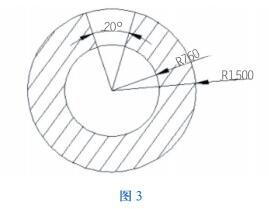
實際應用過程中需要考慮客戶需求的加工件范圍如何,切割最大功率多大,配備的切割頭及連接機器人法蘭的模組重量等因素。當選用M20iB 機器人正裝時,圖 2 為當加工工件上表面時,工件擺放范圍的俯視圖 ; 圖 3 為當加工工件側表面時,工件高度小于 350mm 時,工件可擺放范圍的俯視圖。
2.2 Fanuc機器人的切割編程
示教器是主管應用工具軟件與用戶之間的操作裝置。
機器人與 PLC 之間的通訊建立是應用的關鍵之一,Fanu 機器人提供 EtherNet/IP、EtherCat、Socket、OPC UA 等多種收費協議,為了能夠達到更好的性價比,本文推薦使用免費的 Modbus/TCP 協議。Modbus 在 Fanuc 機器人應用中存在最大的問題是傳輸模擬量信號時不穩定,嚴重影響使用,為了解決這個問題,建議將通訊中使用的模擬量如激光器功率、占空比、外部軸目標位置值轉換為二進制以 8~16 位數字量組合替代使用。
2.3 離線軟件配合使用
針對復雜工件人工示教費事費力依舊無法達到良好效果時,客戶可以選擇離線軟件配合生成機器人執行程序,在離線軟件中建立機器人、切割頭、工裝、工件模型,然后就點位、加工向量、運動路徑進行調整,在線模擬,可以快速實現機器人和工件相對合理的擺放位置,是否能夠避免干涉實現路徑規劃,優化空走路徑,估算加工時長等,最后根據集成商要求加入光、氣、電相應控制邏輯形成后置文件。目前市場上主流的離線軟件有美國的 RobotmasterV7、俄羅斯的SprutCam 和 Fanuc 自帶的 ROBOGUIDE 幾款離線軟件,RobotmasterV7 在操作方便性、路徑優化上較好,SprutCAM 在多機器人協調、外部軸配合以及價格方面有一定優勢,ROBOGUIDE在項目前期無需實物、搭建環境,編寫程序快速對項目可行性進行驗證及完成項目前期工作,減少后期調試時間。
3. 典型解決方案
3.1 TCP 值示教
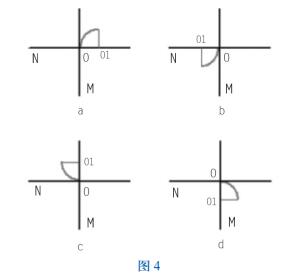
機器人實際切割應用中,需要寫入 TCP 值,首先可以使用機器人自帶的六點法進行示教,得出工具值填入系統中,但由于切割頭一般裝在隨動系統下,且切割頭末端并非尖點,用此方法得出的工具值不利于實際應用。本文根據實際應用經驗總結出一套簡單快速的調整方法,首先根據切割頭粗測量及右手法則對法蘭中心的變化輸入 TCP 估算值,如 X=280,Y=0,Z=190,RX=-180,RY=-90,RZ=0。第二步是在切割頭垂直正下方建一個 MON 直角坐標系,打開激光器紅光,把切割嘴平移到原點 0 的正上方,在機器人工具坐標系下將 Z 軸拉高,如果紅光沿 M 軸正方向移動,增大 RY 的值,反之減小,如此反復直至光斑不沿 M 軸運動為止。第三步依舊將切割頭平移到原點 O 正上方,通過開啟隨動將 Z 軸的高度移動到最佳切割位置,在工具坐標系下按RZ+ 順時針旋轉 90°,根據紅光在 MON 坐標系中的運動情況更改工具值,如圖 4,a 把 Y 值增大圓弧的半徑大小,b 把 Y 值減小圓弧的半徑大小,c 把 Z 值增大圓弧的半徑大小,d 把 Z 值減小圓弧的半徑大小,重復此過程,直至紅光光斑移動在 0.2mm 之內。
在上面基礎上按 RZ+ 逆時針旋轉 90°,如圖5,e 把 Y 值增大圓弧的半徑大小,f 把 Y 值減小圓弧的半徑大小,g 把 Z 值減小圓弧的半徑大小,h 把 Z 值增大圓弧的半徑大小,至此,一個較為準確的工具值實際完成。

3.2 多工位應用
在 Fanuc 機器人中可以使用IF+JMP/LBL、SELECT+CALL 和 RI 參數自行編輯多工位控制程序,亦可以使用 Fanuc 機器人提供的RSR 機器人服務請求方式或 PNS 機器人程序編號選擇啟動方式。所需啟動的機器人程序可以使用外部控制設備如 PLC 等通過信號的輸入、輸出來選擇和執行,系統信號是機器人發送和接收外部控制設備的信號,以此實現機器人程序運行。RSR 特點 : 當一個程序正在執行或者中斷時,被3.2 多工位應用在 Fanuc 機器人中可以使用 IF+JMP/LBL、
SELECT+CALL 和 RI 參數自行編輯多工位控制程序,亦可以使用 Fanuc 機器人提供的RSR 機器人服務請求方式或 PNS 機器人程序編號選擇啟動方式。所需啟動的機器人程序可以使用外部控制設備如 PLC 等通過信號的輸入、輸出來選擇和執行,系統信號是機器人發送和接收外部控制設備的信號,以此實現機器人程序運行。RSR 特點 : 當一個程序正在執行或者中斷時,被3.2 多工位應用在 Fanuc 機器人中可以使用IF+JMP/LBL、SELECT+CALL 和 RI 參數自行編輯多工位控制程序,亦可以使用 Fanuc 機器人提供的RSR 機器人服務請求方式或 PNS 機器人程序編號選擇啟動方式。所需啟動的機器人程序可以使用外部控制設備如 PLC 等通過信號的輸入、輸出來選擇和執行,系統信號是機器人發送和接收外部控制設備的信號,以此實現機器人程序運行。RSR 特點 : 當一個程序正在執行或者中斷時,被選擇的程序處于等待狀態,一旦原先的程序停止,就開始運行被選擇的程序 ; 只能選擇 8 個程序。RSR 程序名必須為 7 位,由 RSR+4 位程序號組成,程序號為 RSR 記錄號 + 基數。PNS 由 8位 RI 組合進行程序號選擇,最多可控制 256 個程序。
3.3 外部軸應用
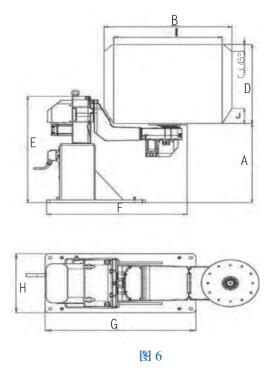
外部軸應用主要有與機器人同組應用,如機器人底座安裝在移動軸上,或與機器人協調配合屬于不同分組的變位機控制。下面定義幾種常用的變位機類型,可以解決大部分客戶需求,A 型變位機如圖 6 所示,配 2 個旋轉電機,其中需要重點考慮的是豎直旋轉的減速機選擇,為了實現無線旋轉,考慮走線必須采用中空減速機,為了實現成本控制,選用偏心減速機時要著重研究走線布局和內部密封問題。C 型變位機定義為旋轉平臺,目前我們選用的為 Weiss 和德克斯 2 個品牌,具體型號可以根據工位到位需求時間、工位負載、工件尺寸等因素決定。A 型變位機面向的主要群體為異型管件,C 型覆蓋面更廣,管件和鈑金覆蓋件均能使用,當 C 和 A 的組合我們命名為 B 型變位機。根據工件的難易程度、干涉、范圍可以設計出更多類型變位機,主要考慮集成化,模塊化,參數設計化,通用性強,盡可能采用中空式結構,考慮氣路、電纜的走線。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

