


數控車加工多線螺紋的方法
2020-10-12 來源:山西平陽重工機械有限責任公司 作者:王永軍
摘要:通過實例介紹在數控車床和數控車削中心上加工多線螺紋的方法,利用該方法可以加工任何復雜高精度多線螺紋,并且解決了普通車床加工多線螺紋效率低的問題。
隨著機械行業的快速發展,對各種零件的螺紋精度和加工效率提出了更高的要求。多線螺紋是螺紋加工中常見的一種,可以成倍提高傳動效率,傳統制造中利用普通車床加工多線螺紋,由于效率低、精度差以及勞動強度高等弊端,逐漸被數控加工所取代。
1.螺紋的加工原理
螺紋的加工是靠刀具的移動與主軸回轉同步運動來實現的,裝在數控機床主軸上的位置編碼器實時讀取主軸的轉速,并轉換為刀具的進給速度。通常,螺紋的切削是沿著同樣的刀具軌跡從粗切到精切重復進行,因為螺紋切削是在主軸上的位置編碼器輸出一轉信號時開始的,所以螺紋切削是從固定點開始且刀具在工件上的切削軌跡不變。
2.多線螺紋的分線方法
多線螺紋是在普通螺紋的基礎上增加分線的工序,常采用的有軸向分線法和圓周角度分線法。軸向分線法是在車好一條螺旋線之后,把車刀沿螺紋軸線方向移動一個螺距再車第二條螺旋槽,這種方法適合主軸上沒有安裝位置檢測裝置的機床,它適合加工一些起始點在工件的任何一側而不是中部的螺紋,否則可能會發生刀具與工件干涉。圓周角度分線法是根據螺旋線在圓周上等距分布的特點,利用等分圓周角度來分線。采用圓周角度分線法需要機床主軸具有分度功能,但在加工過程中不受任何限制,這種方法對于一些有特殊要求的螺紋更為實用。
3.實例驗證
以加工圖1所示產品外表面6線矩形螺紋為例,用兩種方法來說明在數控車床上是如何加工多線螺紋的。
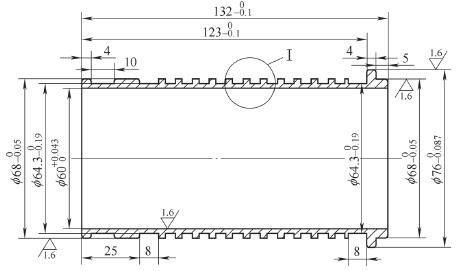
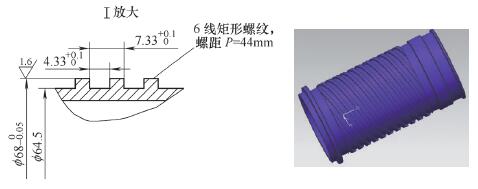
圖1 工件的6線矩形螺紋
首先,分析該工件螺紋為6線矩形螺紋,螺紋的起始點在工件的中間部位,如果采用軸向分線法,兩端的退刀槽都沒有足夠的刀具移動空間,軸向移動螺紋起點必然造成刀尖與工件干涉。因此,選用圓周角度分線法,該螺紋為6條螺旋線,分線角度為360°/6=60°。選用與螺旋槽相同寬度且帶有螺旋升角的矩形螺紋刀,以減少刀具與工件的切削抗力。
螺旋升角的計算公式為:tanψ=n P/πd2,其中ψ為螺紋升角,n P為螺紋導程(n為螺紋線數,P為螺距),d2為中徑。
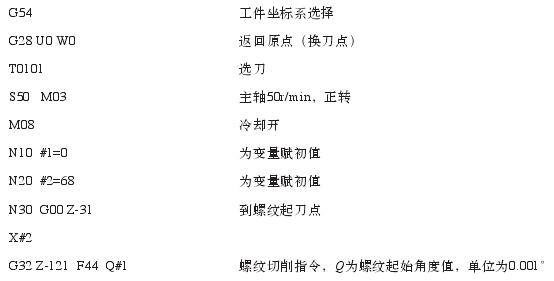
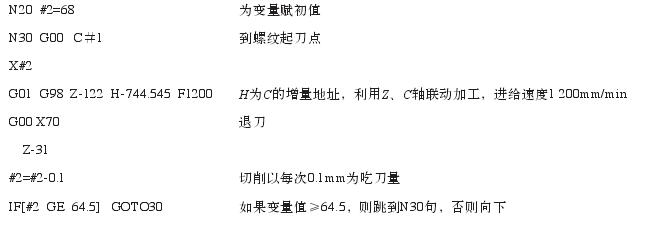
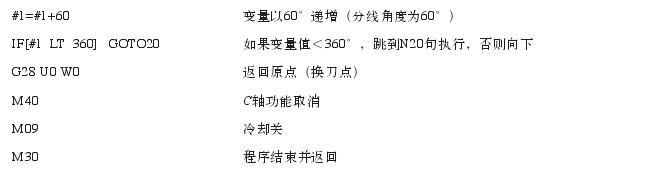
(1)此程序利用機床螺紋加工指令G32,并由宏指令控制加工該6線螺紋(FANUC 0i系統):
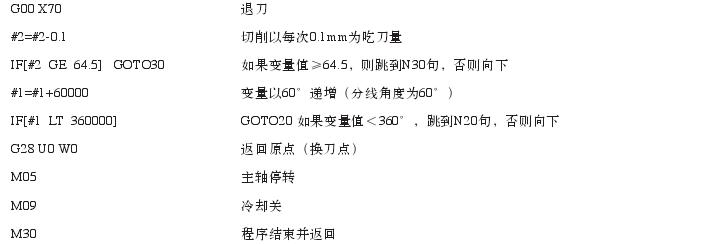
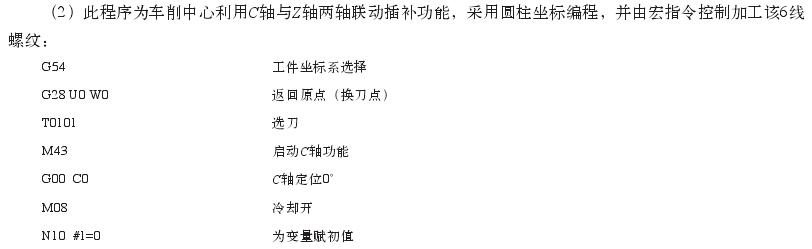
其中C軸所轉角度計算如下:H=(螺紋起始點與終止點的距離/螺紋導程)×360°。該程序走刀速度可由機床倍率開關控制,方便在加工過程中的調整,也能二次裝夾修復螺紋,因此非常實用。
通過采用宏指令編寫加工程序的兩種方法,分別利用數控車床及車削中心來加工6線螺紋的實例,揭示了數控車加工多線螺紋的規律和方法,在實踐中可有效提高螺紋的加工效率和質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

