


摘要: 一臺導軌磨床工作臺導軌副磨損嚴重,靜壓潤滑系統老化,不能滿足工作要求。決定進行改進和維修,采用開式靜壓導軌結構,采用恒流供油靜壓潤滑系統,選用性能優良的多頭泵; 對原導軌面進行刮研處理,提高接觸精度,減小平面誤差。經過改進和維修,磨床工作臺恢復原使用性能。改造過程投資少,方案先進,施工方便。
某公司一臺老式進口導軌磨床,工作臺長9 m,寬1. 8 m。該機床服役多年,工作臺導軌面磨損嚴重,液壓系統零部件老化,原靜壓系統無法滿足機床的正常工作要求。決定對機床工作臺導軌副進行改進和維修,提高機床的使用性能。
該機床工作臺導軌副為開式靜壓導軌,工作臺導軌面上有12 個油腔,每個油腔對應一個單薄膜反饋節流器,用單獨的節流器調整流量,控制壓力,將工作臺托起,形成油膜間隙。原機床工作臺導軌副靜壓系統如圖1 所示。
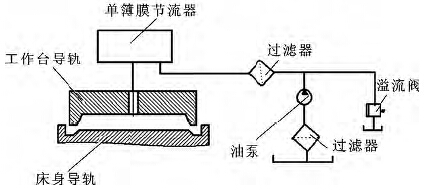
圖1 原磨床工作臺導軌副靜壓系統示意圖
1 、改進方案
1. 1 采用開式靜壓導軌結構
原磨床工作臺導軌副是開式靜壓導軌結構,是否保留這種結構,要經過充分的論證和比較。
開式靜壓導軌具有較好的承受正方向垂直載荷性能,而承受偏載引起的顛覆力矩的性能較差,適用于載荷比較均勻、偏載引起顛覆力矩影響較小的場合。另外這種結構簡單,加工和安裝比較方便。而導軌磨床工作臺負載較小,載荷分布均勻,磨削量小,負載變化小。其橫向顛覆力矩不會很大,而工作臺縱向長度較長,可以有效抵消其在這個方向的顛覆力矩。因此決定保留原導軌副結構,采用開式靜壓導軌副結構。
1. 2 采用恒流供油靜壓潤滑系統
磨床工作臺與床身導軌之間采用流體靜壓潤滑系統,用油泵將潤滑油送入到導軌面之間的油腔里,潤滑油將工作臺托起,潤滑油在其間隙里形成壓力油膜,使工作臺和床身導軌面完全隔開,實現完全液體潤滑。
該磨床原工作臺導軌靜壓潤滑系統已老化,需拆除,決定采用恒流式供油靜壓潤滑系統。
恒流式供油靜壓潤滑系統是潤滑供油系統的油泵將潤滑油供給多頭泵,多頭泵將潤滑油定量送入工作臺導軌上的油腔里,系統中沒有節流器,故是全流量供油,供油壓力與油腔壓力一致,進入油腔里的潤滑油通過導軌間隙向外流出,回到油箱。油腔里的油將工作臺托起,與床身導軌之間形成油膜間隙,當載荷增大,工作臺下沉,與床身導軌面間隙變小,油流出導軌間隙的阻力增大,由于是定量供油,油腔壓力與油膜厚度的立方成反比,所以油腔潤滑油壓力又增大,工作臺又浮起,直至與載荷平衡為止。圖2 為恒流供油系統示意圖。
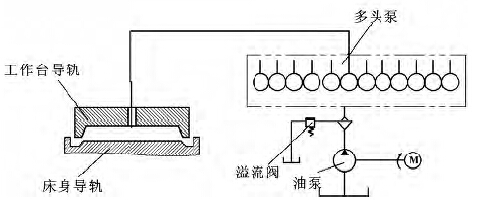
圖2 恒流供油系統示意圖
恒流供油靜壓系統是在全流量下工作,沒有壓力降,多頭泵供油沒有溢流,故溫升小,有利于減小導軌的熱變形; 恒流供油靜壓系統壓力儲備大,過載保護能力強,系統中沒有節流器,不存在節流器堵塞、使油腔失壓的危險,所以工作可靠穩定。采用多頭泵,實現每個油腔都用一個定量泵供油,確保供給油腔的潤滑油量為一定值。因此,恒流供油靜壓系統導軌,不僅壓力儲備大,過載保護能力強,剛度高,工作可靠穩定,而且調整和維護簡單方便,適用于低速重載的機床。所以該磨床工作臺導軌采用恒流式供油靜壓系統。
1. 3 多頭泵的選擇
多供油點的供油方式使用多供油點的油泵叫多頭泵,這種供油方式和油泵已廣泛應用于重型機床的導軌上,使原來所采用的單泵供油方式獲得新的發展和應用。恒流供油方式,通過使用多頭泵來保證每個供油點供應量一致。采用多頭泵供油的靜壓導軌,可以保證恒定的油膜壓力,隨不同負載可以自動調節,因此無論零件輕重如何,均可獲得穩定的加工精度。經過計算和分析比較,決定選用多頭泵型號為BCD-A12200,12 個供油點,單頭流量200 mL /min。
2 、導軌和油腔的維修
該磨床工作臺導軌和床身導軌均存在一定的磨損,于是進行維修:
( 1) 對導軌接觸面進行刮研處理,保證接觸均勻,接觸精度為大于12 點/25 mm2,刮研深度在0. 006 ~ 0. 01 mm 內。
( 2) 保證導軌平面間隙均勻,控制工作臺導軌平面度誤差,要求誤差在0. 01 ~ 0. 02 mm 內,即應小于工作臺浮起量。
( 3) 修整工作臺導軌面上的油腔,刮研油腔槽,保證油腔槽的深度,強化潤滑油的流動,實現較好的潤滑效果。
3 、結束語
通過工作臺導軌副靜壓潤滑系統的改進,采用恒流式供油方式,使工作臺運行穩定可靠,加工精度得到改善。對導軌面和油腔油槽進行維修,恢復了機床零件的工作性能,使一個服役多年的機床又發揮作用。該改進項目,方案先進、可行,投資少,效果明顯。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

