


C630A臥式車床改造為數控圓弧磨床
2016-9-23 來源: 山東礦機集團股份有限公司 作者: 張金峰
摘要:在沒有圓弧磨削機床的情況下,通過對C630A臥式車床的改造,運用GSK980TDc數控車床控制系統中的C軸功能,實現了對雙圓弧銷零件上的圓弧的磨削,投入較少的設備改造費用,保證了產品的設計要求。
1. 問題的提出
圖1所示是雙圓弧銷的零件簡圖。它的兩端各有一個±130°的圓弧,表面粗糙度值Ra=0.8μm,圓度0.015mm,圓柱度0.02mm。采用銑削方法加工兩端圓弧達不到設計要求,磨削加工比較合理,但是在國產標準配置的設備中沒有能夠磨削該零件兩端圓弧的機床。
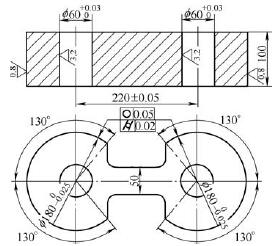
圖1 雙圓弧銷
2. 改造方案
經過分析論證,我們決定將一臺報廢的C630A臥式車床改造為數控圓弧磨床,具體的改造方案如圖2所示。
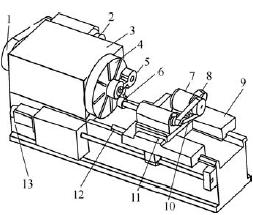
圖2 圓弧磨床示意圖
1.同步帶 2.主軸伺服電動機 3.主軸箱 4.花盤 5.工件 6.砂輪
7.砂輪電動機 8.X向伺服電動機 9.Z向滑板 10.平帶
11.X向滑板 12.床身導軌 13.Z向伺服電動機
3. 改造與實施
(1)修磨C630A床身導軌12、Z向滑板9和X向滑板11,使其達到精密車床的精度等級。
(2)拆除掛輪箱、進給箱、滑板箱、絲杠、光杠和開關杠,將縱向進給系統改造為Z向伺服電動機13和滾珠絲杠驅動,橫向進給系統改造為X向伺服電動機8和滾珠絲杠驅動。
(3)拆除主軸箱3中所有齒輪、傳動軸及帶輪,僅留下一根主軸。將主軸前后軸承更換為P4精度等級。維修后主軸精度要求:軸線靠近主軸端面的徑向圓跳動0.005mm;主軸軸向竄動0.005mm;主軸軸線對滑板縱向移動的平行度(300mm測量長度內)水平面0.01mm,垂直面0.02mm。
(4)在主軸的后端安裝一個大同步帶輪,前端安裝花盤4。花盤4上有定位銷和菱形銷,將工件5安裝在定位銷和菱形銷中,用壓板和螺母壓緊。砂輪修整器可安裝在工件5對面的花盤4上。
(5)將原有機床的主電動機更換為廣州數控設備有限公司生產的主軸伺服電動機2,其規格型號為ZJY265—11BM—B3,在主軸伺服電動機2的輸出軸上安裝小同步帶輪,用同步帶1聯接大、小同步帶輪,使主軸伺服電動機2與主軸實現無間隙傳動。
(6)拆除原機床上的小滑板和刀架,在X向滑板11上安裝一臺2極1.5kW砂輪電動機7、砂輪軸和砂輪6,用平帶10將砂輪電動機7上的大帶輪和砂輪軸上的小帶輪聯接起來,使砂輪6及其軸線與主軸軸線平行,并且在同一個水平面內。
(7)在主軸箱3的下面安裝油箱和齒輪液壓泵,對主軸軸承進行潤滑,后下部安裝集中潤滑泵,對X、Z向的導軌、滑板和滾珠絲杠及軸承等進行潤滑。
(8)數控系統采用廣州數控設備有限公司制造的GSK980TDc車床CNC,它具有5個進給軸(包括C軸)、2個模擬主軸,最小控制精度0.1μm。我們將主軸箱3中的主軸設置為第一主軸,具有位置和速度控制功能。代碼M14指令主軸從速度控制方式切換到位置控制方式;代碼M15指令主軸從位置控制方式切換到速度控制方式;代碼C及其后面的數字,指令主軸位移的角度,移動速度用F指令。我們將砂輪軸設置為第二主軸,旋轉速度用代碼SC指令;代碼M63指令第二主軸順時針旋轉;代碼M64指令第二主軸逆時針旋轉;代碼M65指令第二主軸停止旋轉。
4. 加工驗證
至此機床的改造和設置全部完成,下面我們來敘述雙圓弧銷的磨削加工和程序編制。
如圖1所示,2個φ 180 0-0.025mm圓弧在磨削前,單邊預留0.2mm磨削余量,其余各部均加工到圖1所示尺寸。按圖2所示,將雙圓弧銷其中一個φ 60+0.030 mm孔 安裝在與主軸同軸的定位銷中,用壓板和螺母壓緊,另一個φ 60+0.030 mm的孔安裝在菱形銷中。
設雙圓弧銷的右端面為Z向0點,主軸軸線為X向0點,砂輪外圓和左端面為對刀刀尖。砂輪軸轉速SC為6 688r/min。當砂輪直徑最大為φ 100mm時,線速度為35m/s;當砂輪直徑修整到最小為60mm時,線速度為21m/s。當雙圓弧銷兩個φ 60+0.030 mm孔的圓心連線處于水平位置時,設為C軸的0點,如圖2所示。C軸進給范圍為±132°,X、Z和C三軸磨削進給速度均為1 200mm/min。磨削前圓弧直徑為180.4mm。
數控磨削加工程序如下:
…
G00 X180.38 Z5 ;
M14 C-132 ;
M63 SC6688 M08 ;
G01 Z-5 F1200 ;
C132 ;
X180.34 ;
Z-10 ;
C-132 ;
…
X179.988 ;
Z-105 ;
C132 ;
M09 ;
G00 X300 Z300 C0 ;
M65 ;
M30 ;
一端圓弧磨削完成后,調頭安裝,再磨削另一端圓弧。零件加工完后,經檢驗完全符合設計要求。一個看上去沒有設備可以完成的加工技術難題,經過舊設備改造,投入很少的資金,就這樣被攻克了。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

