


專機磨床的自動化改造
2018-11-5 來源:沈陽機床股份有限公司 作者: 魏蘭杰
【摘要】:SIZM-654 是一臺專機磨齒機床,磨齒完全依靠機械手動按鈕點動控制來實現轉臺轉位,完成磨削加工。為降低工人勞動強度,對專機手動轉位方式進行自動化改造。
SIZM-654 是一臺由普通平磨機床改造而成的專機磨齒機床,齒盤零件一般為12 或24 齒,依靠機械手動按鈕點動控制來實現轉臺轉位,完成齒盤磨削加工。雖然數控機床快速發展,但之前一直使用20 多年的專機也仍然在承擔著繁重的生產任務。不僅操作者勞動強度大,生產也出現了瓶頸。為降低工人勞動強度,解決現實的生產問題,對磨齒專機手動轉位方式進行自動化改造。
1.機械部分改造方案分析
(1) 本著以人為本,操作方便的宗旨。將磨齒機升降工作臺降低到最低,測量空間為砂輪在最大直徑時,加工磨削齒盤零件的范圍,零件需要裝卡在圓盤工作臺上。以此選擇一款實現工作臺自動分度轉位的液壓數控刀架( 臺灣產CLT125-12)。設計一個彎板,足夠支撐刀架。將垂直彎板安裝于機床工作升降平臺平面上。刀架正面朝上放置,通過支撐座、齒盤嚙合方式連接圓盤工作臺臺,如圖l 所示。
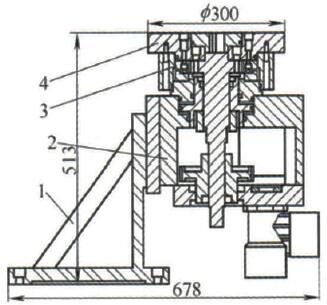
圖1 1. 彎板 2.CLT125-12 刀架 3. 雙聯齒盤 4. 圓盤工作臺
(2) 由于刀架直接安裝使用,機床升降臺與主軸砂輪之間空間高度受限,加工零件范圍將會縮小,為保證機床正常加工范圍,經過仔細測量研究,設計增加一套通過刀架墊轉接齒輪箱連接液壓馬達裝置,結構如圖2 所示,將其液壓部分改到刀架側面,由轉接裝置通過齒輪軸4 和齒輪軸3 嚙合,過渡齒輪軸2 與齒輪軸l 嚙合,空間由513mm 降低到452mm,滿足了機床使用要求( 見圖3)。
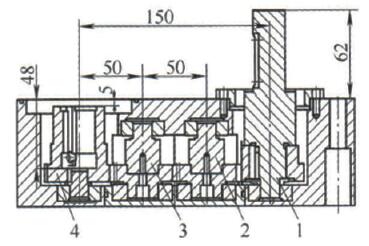
圖2 1、2、3、4 齒輪軸
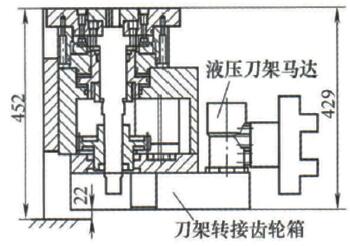
圖3
(3) 修整砂輪部分: 原結構是通過楔鐵形式來保證精度,手動來回扳動拉桿實現到位修整砂輪動作。為了實現數控操作功能,重新設計了一套傳動結構,內部改為螺桿結構,螺桿通過對輪連接伺服電動機( 規格為400W 臺灣產絕對值電動機ECMC—CW 一0406RS),伺服電動機帶動螺桿傳動,配套電動機驅動器,通過驅動器設定技術參數,實現電器控制功能。
(4) 工作臺機械整體改造完成,如圖4 所示。

圖4

圖5
2.電氣部分改造方案分析
電器控制的改進方案主要通過如下方法解決。
(1) 制作電箱: 使操作者通過操作電箱控制刀架轉臺轉位,從而使齒盤轉過相應角度,并對齒盤進行加工。
(2) 電箱功能: 按下自復位式按鈕,轉臺松開,轉過固定角度后鎖緊,即完成轉位。
(3) 轉臺控制過程簡介: 轉臺的控制機構主要包含松開、鎖緊電磁閥,鎖緊、松開到位檢測開關。在控制過程中PLC 接收控制信號并輸出,控制轉臺執行相應的動作。按下按鈕,PLC 接收到轉位信號后,PLC 輸出松開信號,松開電磁閥得電,轉臺松開。PLC 收到松開反饋信號后,經延時輸出正轉信號,正轉電磁閥得電,轉臺正轉。轉到一個工位角度后,到位檢測開關輸出,PLC收到到位信號后,經延時輸出鎖緊信號,鎖緊電磁閥得電,轉臺鎖緊,轉位過程完成。
(4) 砂輪修整器部分: 使用伺服驅動器的位置模式實現砂輪修整器的動作,位置命令由內部寄存器提供,命令值通過伺服驅動器參數設定,通過觸發信號觸發動作。PLC 通過DI 信號選擇寄存器編號和觸發相應動作,實現砂輪修整器的往復運動。
3.轉臺的自動化改造
在數控轉臺操作便捷的理念上將磨齒機械的工作臺降低,測出相應的空間作為砂輪在直徑三百時進行加工磨削齒盤零件的距離,其零件需安裝卡在圓盤的工作臺上,因此需要選取一款可以實現工作臺數控轉臺轉位的液壓數控轉臺的刀架。再設計一個彎板可以完全支撐住數控轉臺的刀架。把垂直彎板安裝到機床工作的升降平臺的平面上數控轉臺的刀架正面放置,經過支撐座以及齒盤嚙合的形式進行圓盤工作臺的連接。
4.結語
通過上述一系列改造,這臺普通的手動控制操作磨齒機床,實現了自動化操作功能,可以輕松操作兩個按鈕實現砂輪自動修整和轉臺( 零件)自動轉位。改變了20 多年操作者頻繁手動操作的工作方式。使用1 年多時間,反饋很好,機床精度穩定,生產效率也得到很大提升。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

