



基于直觀法與自診斷功能法的數控機床故障診斷與維修
2018-3-15 來源: 蘇州工業職業技術學院 機電設備維護中心 作者:王勇 徐旭陽 袁素會
摘 要:根據日常維修數控機床的實踐經驗,通過 5 個故障實例,介紹兩種常見的數控機床診斷方法(直觀法診斷與自診斷功能法診斷)的運用。
關鍵詞:直觀法;自診斷功能法;故障診斷
數控機床是機、電、液、氣、計算機控制的一體化產物。 數控機床可能會因為機械部件的疲勞過度、電氣元器件的老化、人為操作不當或保養不到位發生不同類型、不同程度故障。
為方便維修人員分析數控機床故障產生的原因,及時排除故障,通過 5 個故障實例介紹兩種常見的數控機床診斷方法(直觀法診斷與自診斷功能法診斷),系統地描述兩種方法的實效性,以供維修人員參考。
1 、直觀法診斷數控機床故障
這是一種最基本、最簡單的方法,根據故障現象大概判斷出是數控機床哪一功能部位出現問題,然后對這一部分進行看、聽、聞、摸等直觀法檢查動作:能不能看到機械卡死或斷裂(軸卡死不轉、 齒輪斷齒)、電氣元件燒毀 (電容鼓起來、 交流接觸器觸點燒黑等)現象;聽到異響(軸承或絲桿轉起來“咯咯”的聲音、交流接觸器“吱吱”的聲音、電機“嗡嗡”的聲音);聞到焦糊味(交流接觸器、變壓器、電機的漆包線圈燒掉);摸機械導軌或絲桿有沒有劃痕、軸承內外圈是否有砂坑、電機是否發燙、系統散熱風扇是否轉動正常等。
例 1: 配 GSK980TA 數控系統的濟南一機J1CK6125i 數控車床。故障現象:在運行中有時出現 ALM 421 X 軸運動控制報警(X 軸誤差過大報警),如圖 1(a)所示
,指示實際位置與指令不一致。前一天由于編錯程序,Z 軸正向移動過多卡死,工人用開口扳手旋動 Z 軸絲桿一頭,將 Z 軸搖到安全區間內,然后開機能正常加工,但是有時 X
軸運動時會出現 ALM 421 X 軸運動控制報警,指示實際位置與指令不一致。
該故障在編錯程序導致 Z 軸正向移動過多卡死后經常出現,而 Z 軸沒有問題,懷疑當時碰到了X 軸電機。 將機床后蓋拆下來,發現 X 軸伺服電機側的動力線航空插座與檢測編碼器航空插座被撞斷,如圖 1(b)所示,編碼器信號線裸露在外面,甚至有的線虛接,導致接觸不良,因此 X 軸有時能正常移動,有時出現 ALM 421 X 軸運動控制報警
(因為此時編碼器線沒有接上, 系統沒有得到正確的編碼器反饋位置量,與系統發的指令相比較相差甚遠, 出現運動控制報警)。
故障原因:機床尾部板金有一個臺階, Z 軸運動超過了極限位置,導致 X 軸伺服電機的動力線航空插座與檢測編碼器航空插座被撞壞。 重新在市場上購買了兩個新的航空插頭,并將編碼器線焊上去,故障排除。
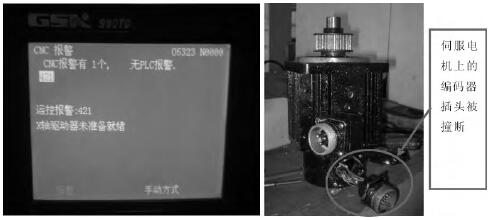
圖 1 421 X 軸運動控制報警與撞斷的航空插頭
例 2: 配 FANUC OI-TC 系統的長城數控機床有限公司 CK7150A 斜床身數控車床。故障現象:機床開機后,要執行 X 軸與 Z 軸回參考點操作,Z 軸回零正常,而 X 軸回零時,工作臺一直往正方向上沖(正常情況下應該是碰到回零行程開關后減速運行),最后出現 506+X 超程報警。
Z 軸可以回參考點 ,說明 直流 24V 正常 ,排 除直流穩壓電源故障;X 軸回零時沒有減速, 直接往 X 軸正方向沖去,最后壓到 X 軸正限位開關,出現 506+X超程報警
,說明 X 軸回零減速開關或開關上連到系統CNC 的輸入線有問題。 檢查機床上 X 軸參考點的回零減速開關, 發現行程開關內部顏色發黃 (如圖 2 所示),打開蓋子,里面的開關觸點全部都銹蝕了,因此始終處于斷開狀態,導致回零減速功能無效。
更換新的回零減速開關,故障排除;再對新的行程開關進行防水處理,在開關四周涂上密封膠,防止切削液進入行程開關內。
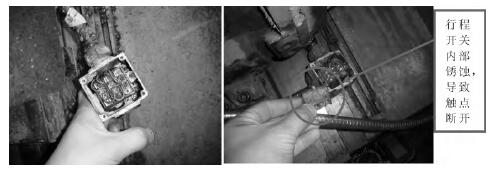
圖2 因進水而失靈的行程開關
例 3:配北京凱恩帝 K100Ti 系統的濟南白馬永誠數控車床 YC6136I 。故障現象:工人執行換刀程序進行換刀時,刀架轉到一半時(斜著 45°),突然停下來了,CNC 液晶屏幕上出現“報警 13:開關異常跳動”。
數控刀架電氣控制原理如圖 3 所示。 根據出現的“報警 13:開關異常跳動 ”,可知電氣箱后面保護刀架電機過載的熱繼電器 QM3 跳閘。
一般熱繼電器跳閘的原因是電機絕緣性變差或電機缺相。 用兆歐表測刀架電機 M3 的絕緣性阻值,大于 50MΩ,說明電機絕緣良好; 用萬用表測電氣箱到刀架電機的連線是通的,說明刀架電機及控制線路均正常; 將熱繼電器 QM3的跳閘開關按下(處于 ON 位置),讓工人在手動狀態下按一下換刀,觀察電氣箱后面的電氣元件,此時在交流接觸器
KM3(刀架正轉接觸器)右邊閃了一下火光, “嘭”的一聲,并有一股焦糊味散發出來,熱繼電器QM3 又跳 閘了 ,順著閃光和焦糊味的方位檢查 ,發現三相電子滅弧器 FV3
燒掉。
三相電子滅弧器內部是阻容吸收回路,作用是吸收交流接觸器吸合后產生的電弧。 滅弧器 FV3 的三根線與刀架電機 M3 的三根相線并聯在一起,其內部的電容被擊穿,KM3
一吸合,就會導致 U3、V3、W3 任意兩相之間短路,所以會閃火光。由于生產需要,先臨時將三相電子滅弧器 FV3 拆下,此時可以換刀,然后購買同型號的滅弧器裝上去,故障解除。
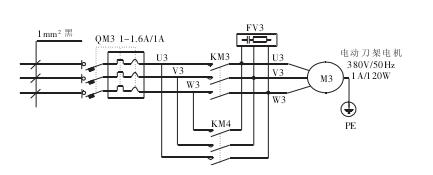
圖 3 數控刀架電氣控制原理
2 、自診斷功能法診斷數控機床故障
2.1 啟動診斷
數控系統在啟動時會對 CPU、軸控制卡(伺服控制單元)、I/O LINK 單元、PMC 單元、LCD 顯示單元等軟硬件進行檢測, 檢測后的結果實時顯示在液晶屏上,供維修人員和操作人員參考。 例如,當系統檢測到伺 服 控 制 單 元 異 常 時 , 會 在 屏 幕 上 出 現 “SERVOSYSTEM ALAM”報警信息,維修人員就可以知道是伺服控制單元出現了問題。 只有當全部軟硬件系統檢測通過以后,CNC 才能正常運行。
例 4: 配日本安川 R2J50L 數控系統的 CK6136I數控車床。故障現象:開機后 LCD 自檢顯示:
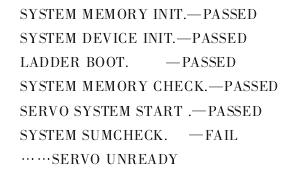
CNC 屏幕一直就死在這里,不再往下運行。無法 動系統 , 自檢時出現 “SYSTEM SUM-CHECK FANULT SERVO UNREADY”,說明伺服有故障,沒有準備好,懷疑是伺服控制板硬件故障或 CNC系統內部伺服控制參數(軟件故障)有問題。
將有故障的數控車上的伺服控制板拆下來換到另外一臺好的數控車上(所有的配置全部一樣),開機后系統自檢全部通過,X 與 Z 軸運動正常,說明伺服控制板是好的,因此判斷伺服控制參數有問題。
先將系統參數全清,再根據參數表輸入原始參數。 具體操作:將后面主板上的撥碼開關撥到數碼 7,然后啟動數控系統,此時屏幕上出現幾行提示,有全清的,有只清程序的,連續按下 RES、NEXT、ORG 對系統全清 , 出現 PROG 20MGENERATED;再關機將撥碼盤撥到 4 處 ,然后開機 ,顯示SYSTEM NO.SWITCH[4](系統提示在撥碼開關 4處),然后進入參數設置頁面將原始參數輸入,開機系統自檢全部通過,故障解除。
2.2 在線診斷
在線診斷是通過 CNC 系統中已存的報警代碼實時對系統監控,一旦系統出現問題,例如伺服電機過熱、伺服電機編碼器斷線、機床零點丟失等,就會出現相應的故障代碼。 還有一種是機床廠家的在線診斷,通過機床廠家開發的 PMC 梯形圖程序實時監控外部信號點的變化,一旦外部保護元件動作,保護信號的變化就會被 I/O 裝置采集到,然后送到 PMC 梯形圖進行處理,并顯示相應的報警信息,如 1004 潤滑油位過低報警(潤滑油箱需要加油)、1008 刀架換刀超時報警(刀架部分出現問題)。
數控機床診斷功能提示的故障信息越豐富,越能給故障診斷帶來方便。PMC 狀態表還能顯示外部開關信號的狀態, 如換刀時刀位信號是否 0(低電平)、1(高電平)變化,主軸夾松刀到位信號是否正常,氣動或液壓壓力檢測開關是否正常等。 根據在線診斷信息,維修人員能很快判斷出機床的故障部位。
例 5:配 FANUC 0I-TC 數控系統的沈陽第一機床廠 HTC125290a 數控車床。故障現象 : 沈陽一機大數控車 HTC125290a(FANUC 0I-TC)一直出現 9009 主軸電路過熱報警 (主要主軸伺服驅動器散熱器異常升溫顯示 09 報警)和9056 SPN1 內部冷卻扇停轉報警 (主要主軸伺服驅動器上顯示 56 報警,如圖 4 所示)。
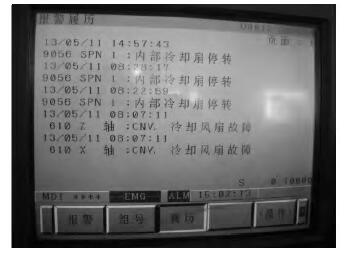
圖4 主軸內部冷卻扇停轉報警
前一段時間較涼爽,沒有出現過類似報警,天氣炎熱時車間的溫度很高,9009 與 9056 系統報警出現比較頻繁,嚴重影響生產。9009 解釋:主軸放大器模塊主電路散熱器溫度異常升高。
故障排除對策:
(1)在負 載小 于 或 等 于 放 大 器 額 定 功 率 時 發 生報警,應確認散熱裝置的冷卻狀態。 冷卻風扇停止時應確認電源(連接器 CX1A/B),無法修復時應更換SPM ; 如果環境溫度超過規格書的規定 , 應進行改善。
(2)在負載大于或等于放大器額定值工作時報警,應改善使用方法。
(3)如果放大器背面的散熱裝置部分灰塵較多,應采用吹風方式進行清潔;還需對結構進行研究,使散熱裝置部分不會直接接觸切削油。
9056 解釋:控制電路部分的冷卻風扇停止。故障排除對策:
(1)正確安裝控制印刷板(控制板與功率板的連接器脫離時,有可能發出本報警)。
(2)更換 SPM 或 SPM 內部的冷卻風扇。將手放在 SPN1(主軸驅動器)上方,感覺沒有風出來,檢查主軸驅動器,其內部冷卻扇停轉,將風扇取下來,發現塑料扇葉與外殼粘在一起,臟的油泥太多,導致風葉轉不起來,因此主軸驅動器無法得到良好的散熱,內部溫度檢測裝置動作。 用 WD40 清洗劑對風扇進行清洗,故障排除。
3 、結語
直觀法診斷和自診斷功能法診斷各有特點,應根據不同的故障現象靈活應用,對故障進行分析,以逐漸縮小范圍,盡快發現故障,排除故障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

