



發那科數控系統實用診斷與維修技術
2020-4-20 來源:大連橡膠塑料機械有限公司 作者:姚 丹
摘要:發那科數控系統是國內很多機床廠家普遍采用的系統,其特點是系統穩定、操作簡單,成本較低。雖然發那科系統有很多版本,但是維修理論是相通的。本文介紹了作者在實際維修中遇到的具有代表性的問題并進行剖析,用具體的報警案例來說明如何對發那科常見的問題進行診斷和維修。
1.系統備份和還原
任何數控機床在調試安裝后,都會給設備使用者一個初始的數據備份,但是,由于設備運轉過程中難免會修改參數以及P L C等重要數據,因而定期備份數據就顯得格外重要,不僅能防止誤操作修改參數引起的機床運轉不正常,還能防止系統崩潰引起機床不能起動。雖然發那科系統備份方式有多種多樣,但是最穩妥的方式還是CF卡系統備份,以我公司一臺18i系統的備份做說明:
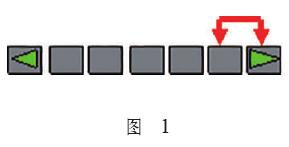
(1)關閉系統,將CF卡插在卡槽上。
(2) 如 圖 1 所 示 , 按 住 屏幕下方最右面的兩個軟鍵,此時開機,直到出現“S Y S T E M MONITOR MAIN MENU”為止。
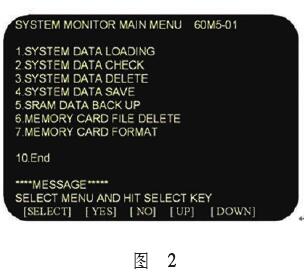
(3) 此 時 的 界 面 如 圖 2所示。其中S Y S T E M D ATA L O A D I N C指把系統文件、用戶文件從存儲卡寫入到數控系統的快閃存儲器中。SYSTEM DATA C H E C K指顯示數控系統快閃存儲器上存儲的文件一覽表,以及各文件128KB的管理單位數和軟件的系列、確認R O M版號。SYSTEM DATA DELETE指刪除數控系統快閃存儲器上存儲的文件。
SYSTEM DATA SAVE指對數控系統F-R O M中存放的的用戶文件,系統軟件和機床廠家編寫PMC程序以及P-CODE程序寫到存儲卡中。SRAM DATA B A C K U P指對數控系統S-R A M中存放的CNC參數、PMC參數、螺距誤差補償量、加工程序、刀具補償量、用戶宏變量、宏P-C O D E變量和S R A M變量參數全部下載到存儲卡中,作備份用或復原到存儲器中。注:使用絕對編碼器的系統,若要把參數等數據從存儲卡恢復到系統SRAM中去,要把1815號參數的第4位設為0,并且重新設置參考點。備份:SRAM BACKUP[CNC—M E M O R Y C A R D ];恢復:R E S T O R S R A M [ M E M O R Y C A R D — C N C ] 。 M E M O R Y CARD FILE DELETE(刪除存儲卡上存儲的文件)。MEMORY C A R D F O R M AT指可以進行存儲卡的格式化。買了存儲卡第1次使用或電池沒電以及存儲卡的內容被破壞時,需要進行格式化。END指結束引導系統BOOT SYSTEM,啟動CNC。SELECT MENU AND HIT SELECT KEY指顯示簡單的操作方法和錯誤信息。
(4)利用“down”將光標移動到數字5上,也就是“SRAM DATA BACKUP”,此時按軟鍵即“SELECT”下面的軟鍵,此時出現畫面如圖3所示。
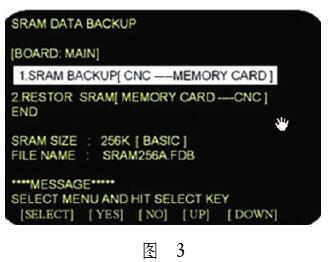
備份操作 : ① 按“S E L E C T”鍵移動光標選擇“1、SRAM BACKCUP[CNC-MEMORY CARD]”。②按屏幕最下邊的“YES”鍵,則系統數據就開始拷入到CF卡中。③當屏幕上出現“COMPLETE”的時候,表明備份操作成功完成。還原操作 : ① 按“ S E L E C T ” 鍵移動光標 選 擇 “ 2 、 R E S T O R E S R A M[M E M O RY-C N C]”。②按屏幕最下邊的“YES”鍵,則C S卡中的系統數據就開始拷入到機床中。③當屏幕上出現“COMPLETE”的時候,表明還原操作成功完成。④關機,重新上電。
備份和還原要慢慢操作,不可過急,這類操作中CF卡里不要有其他機床的數據備份,以免混淆,引起機床備份還原失敗和錯誤。
2.數控機床返回參考點
發那科系統一般采用的是帶擋塊和絕對值的記憶方式。數控系統開機后,如果是絕對值數控系統,它的參考點就是靠電動機來記憶的,所以不用返回參考點,而增量數控系統則必須要執行反參考點操作,我將通過幾個最常見的報警講解一下如何處理這類問題。
(1) 報警號 5 0 6 、 5 0 7 超程。數控系統出現這種自動執行程序報警,我們首先要把程序要執行的動作先后順序了解清楚,返回參考點的動作實際就3步:①快速移動到參考點附近。②碰到減速開關減速。③離開減速開關停止。如果返回參考點出現超程,首先要看是否存在不減速的情況,也就是減速開關傳遞給P L C的信號是否完成,如果沒有減速,那么檢查減速開關、減速開關和PLC的連接接線和PLC輸入電是否壞點。如果是在快速移動時出現的506報警,就檢查極限開關和接線。如果減速開關在減速后彈起,PLC也接到了信號,那很有可能是極限擋塊與減速擋塊的距離不合適。
(2) 報警號 5 0 0 、 5 0 1 過程。如果返回參考點有減速動作,只有這一個報警,無506或者507號報警,可以通過以下修改參數消除這個報警,修改參數1320或者1321為9999999,然后重新返回參考點,如果返回參考點成功,再把參數1320或者1321修改為原來的數值。
(3)報警號90參考位置返回位置異常。此報警要區分是直線軸還是旋轉軸。直線軸一般都是帶光柵尺的全閉環系統容易出現此報警,維修人員遇到此報警,可以先屏蔽光柵尺,如果返回參考點正常,可以更換光柵尺的讀數頭再做實驗。而沒有帶光柵尺,基本就需要更換電動機編碼器。旋轉軸則有可能是擋塊的安裝位置不合適引起的,首先要看返回參考點的速度,不能過低否則引起超時,以及返回開始的位置是否太近,若這些都排除了,那就將擋塊的安裝位置向返回參考點的負像移動一些,重復反回參考點的操作,如果報警還是不能消除,檢查圓光柵。
絕對值系統無擋塊調整參考點的快速設定方法:因為絕對值系統的參考點是電池記憶的,所以參考點一般是不用重新建立的,但是如果更換光柵尺和反饋電纜、電池沒電或更換分離檢測裝置S D U,那么參考點將會丟失,機床必須重新設定參考點。設定方法很簡單,首先將1815#5設定為1,1815#4設定為0,關機,重新上電,手動將軸移動到參考點位置上(參考點位置的查找通過機床換刀點坐標和機床工作臺交換坐標,可以算出機床參考點的坐標,因為無論換刀還是交換工作臺都是在固定的坐標上交換,因此可以算出參考點的坐標),將1815#4設定為1,關機,重新上電。則機床參考點設定完成。
3.數控機床光柵尺問題的診斷
數控機床的光柵尺安裝在機床的防護罩下,數控機床在工作一段時間后,由于防護罩防護能力的降低引起冷卻液滲漏到光柵尺上,因而它引起的各類故障也非常普遍,下面介紹幾個經典的報警。
(1)445軟斷線報警。這個報警按字面理解就是數字伺服軟件檢測到脈沖編碼器斷線。在實際維修中經常遇到的大都是光柵尺讀數頭松動引起的,一般情況只要緊固光柵尺讀數頭,這個報警就可以消掉,如果還是報警,可以通過設定參數2003#1=1、修改2064的值來調整。一般如果修改參數能消除報警,說明機械傳動有問題,可以通過檢查反向間隙、導軌潤滑和導軌面是否完好來解決。如果是旋轉軸帶圓光柵的,可以考慮光柵尺安裝是否合理。
(2) 4 4 6 、 4 4 7 硬 斷 線 報警。這兩個報警的意思都是硬件檢測到編碼器或者檢測器斷線。這個要首先檢測編碼器和光柵尺的接線是否可靠,一般情況下,需要用備用編碼器電纜替代試驗才能知道是否是電纜問題,用萬用表測量未必準確。如果更換電纜報警依舊,那只能更換編碼器或者光柵尺。
以上兩個報警可以通過屏蔽光柵尺來快速定位是編碼器反饋有問題還是光柵尺反饋有問題,但是屏蔽光柵尺后,如果因為生產原因必須屏蔽光柵尺,繼續生產加工,此時必須要了解以下注意事項:①機床精度肯定下降,加工工件的工藝是否能滿足需求。②反向間隙必須重新補償。③如果要進行圓加工,必須要屏蔽兩個軸的光柵尺。④機床的自動換刀、自動換頭以及自動對刀最好暫停使用,如果要使用,需要重新調整。
具體參數設置 : 修改參數1 8 1 5 # 1 的 1 改為 0 ,檢查伺服電動機和絲杠連接具體情況,正確設定N/M=(絲杠螺距×減速比×1 000)/100萬,位置脈沖設定為12 500以及2185設定為0,參考計數器容量參數1821=絲杠螺距×減速比×1 000。
4.數控機床PMC診斷應用
PMC就是英文programmable machine controller的縮寫,數控機床所有邏輯控制就是由它實現的,因此任何外部報警都可以通過PMC進行診斷和修改,以達迅速定位故障點的目的, PMC的使用對于數控維修人員是必須掌握的。
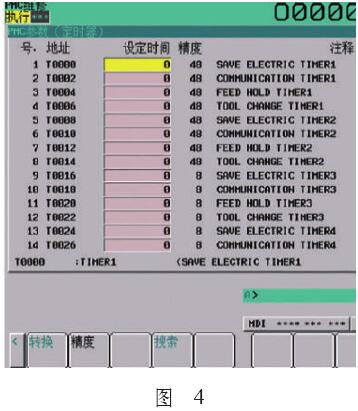
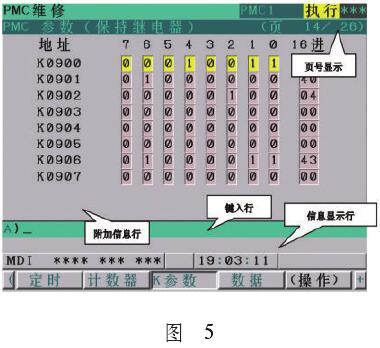
介紹一些平時經常用到的PMC的應用。 譬如:時間繼電器(見圖4)和保持繼電器(見圖5 ),時間繼電器一般用于可以經常調整的機床執行動作時間和間隔時間,而保持繼電器是相當于一個模擬輸入點,也就是英文經常說的“bridge(搭橋)”,這個功能十分強大,可以幫助我們屏蔽報警、定位報警故障點等等。
5.總結
發那科發展到今天,系統雖然版本多樣,但是維修診斷理論還是基本一樣的,數控系統的故障診斷和維修不單單需要強大的理論為基礎,維修經驗的提高對快速定位故障原因也起到了非常重要作用,能為維修人員少走不少彎路。本文通過對在維修過程中遇到的一些常見問題進行分析,給廣大數控維修人員借鑒。但遇到故障時,還是根據實際情況,冷靜的分析問題,這樣才能盡快的解決實際問題,為企業創造更大的生產價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

