



NUM系統星三角轉換功能在數控機床中的應用
2021-7-19 來源: 秦川機床工具集團股份公司 作者:淮睿
摘要:闡述了數控機床的發展現狀。介紹了NUM數控系統星三角轉換功能及其使用方法。詳細介紹了該功能在數控機床中的應用。
關鍵詞:數控機床;星三角轉換;電主軸
0 引 言
近年來,隨著我國裝備制造業的飛速發展,對于數控機床的功能要求也是越來越高,尤其是電主軸,許多零件在加工的時候就要求主軸既能在低速時實現重切,以此來提高效率;又能在高速時實現精切,以此來提高精度。為此,電動機廠商在這方面也做了大量的工作,開發出了一款寬轉速范圍并且能夠實現星/三角控制運行的電主軸,這樣既可以在星形連接下運行,又可以在三角形連接下運行,從而實現了低速加工時能夠滿足大轉矩輸出,高速精加工時又能夠滿足大功率輸出。那么,對于機床制造商來說,要想給機床配備這種電主軸,就必須考慮如何使用伺服驅動器控制這種電主軸實現星三角自動轉換運行,同時還要確保機床能夠穩定、可靠地運行。
1、星三角轉換功能控制原理
現如今,數控系統的功能越來越強大,NUM系統實現星三角轉換功能的控制原理是:通過伺服驅動器S7口PROGO1和PROGO2(針腳號分別是pin2和pin3)來控制星三角自動轉換。在PLC程序中通過系統主軸速度控制字%R1C.W( Spindle 1 Speed Reference)判斷主軸1轉速,當轉速值達到星三角轉換設置的轉速值時,控制星三角轉換的系統伺服驅動控制字%Wezz.7(Spindle ElectricalConfiguration,0: low range;1: high range) 由 0 置 1 后 ,PROGO1口關閉,PROGO2口輸出,從而實現了主軸星三
角自動轉換運行的控制。驅動器初始上電時PROGO1口輸出,PROGO2口關閉[1]。
2、應用實例
某數控機床,電主軸選用的是Franz Kessler公司的DMS系列異步電主軸,并配置NUM 數控系統及其HP系列伺服驅動器MDLU3150N01AN。安裝在電動機內部的編碼器GEL 2442 KM1G3K150(Lenord & Bauer),將速度和位置信號反饋到數控系統中,控制電主軸運轉,從而達到精確、可靠的定位和回轉運動。電主軸星三角轉換動力回路和控制回路的接線圖分別如圖1、圖2所示。
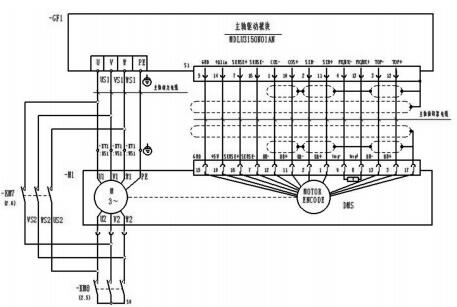
圖1 星三角轉換動力回路接線圖
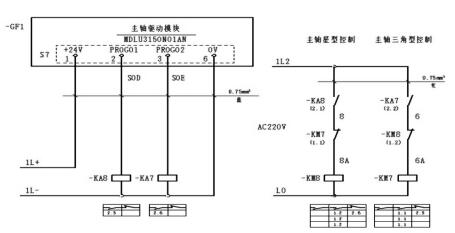
圖2 星三角轉換控制回路接線圖
從圖2中可以看到,當PROGO1輸出時,繼電器KA8線圈得電,主軸星形控制回路的常開觸點KA8吸合,接觸器KM8線圈得電,然后使圖1中的KM8主觸點吸合,從而使電動機第二組動力線U2\V2\W2短接在一起,第一組動力線U1\V1\W1直接接入驅動器,形成了主軸的星形接法;當PROGO2輸出時,繼電器KA7線圈得電,主軸三角形控制回路的常開觸點KA7吸合,接觸器KM7線圈得電,然后使圖1中的KM7主觸點吸合,從而使電動機第一組動力線U1\V1\W1分別和V2\W2\U2連接在一起再接入驅動器,形成了主軸三角形接法。另外,從圖2中還可以看到,為了避免KM7和KM8同時吸合,需要將各自的常閉觸點分別串接在對方的控制回路中,實現了互鎖控制[2-4]。按照圖樣設計要求,硬件接線如圖3~圖6所示。

圖3 電動機動力線對接圖

圖4 星三角運行接觸器接線圖

圖5 驅動器S7口接線圖

圖6 星三角控制繼電器接線圖
配置過程分為以下3個階段:
第一階段:利用NUM調試軟件對主軸驅動進行配置,包括電動機、編碼器的配置。電動機選擇的是通用型異步電動機,即997:Generic Asynchronous(10 kHz),編碼器選擇的是電動機實際使用的編碼器223:Lenord&Bauer,如圖7所示。
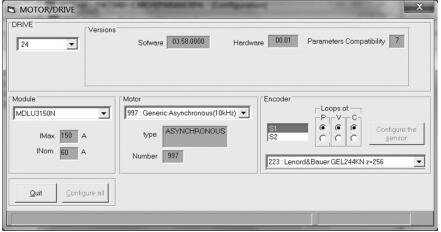
圖7 主軸電動機及編碼器配置
第二階段:根據電動機廠家提供的額定參數測算驅動參數并下載到驅動中。驅動參數分為低速(星形連接)運行時的參數,后綴為l.r;高速(三角形連接)運行時的參數,后綴為h.r。當電動機運行在星形連接方式時,系統自動調用驅動器l.r這組參數;當電動機運行在三角形連接方式時,系統自動調用驅動器h.r這組參數。其中,主軸星三角轉換的關鍵參數:
V417:(Defluxing starting speed l.r) =2800 r/min;
在PLC中,當S實際≥2800 r/min,即%R1C.W≥6117(主軸最高速度對應的速度控制字最大值是32767,最高轉速設置為15 000 r/min)時,由PLC給系統發出轉換指令,即%We51.7=1(由NUM手冊中查到:@24號主軸1對應的zz=51),驅動器S7口的PROGO1和PROGO2狀態分別作出切換,就會使電動機由星形連接自動轉換成三角形連接。電動機星三角轉換PLC程序和部分驅動參數如圖8、圖9所示。
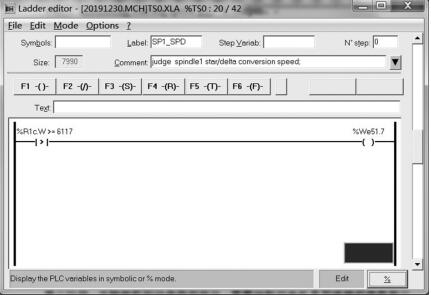
圖8 電動機星三角轉換PLC程序圖
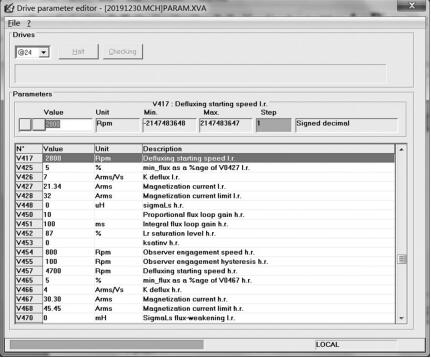
圖9 電動機驅動參數列表
第三階段:主軸電動機驅動參數的優化。當驅動參數設置完畢后,就可以在低速下試著運行主軸了。如在MDI方式下輸入指令M64M3S100后,按循環啟動,主軸可以平穩運轉。觀察電動機負載、實際電流、轉速值及主軸溫度,均正常。
然后,需要分別對電動機星形連接的參數和三角形連接的參數進行優化。優化時,要從低速到高速(最高設置15 000 r/min),在不同的轉速擋對驅動參數進行優化測試并反復修改參數,最終使得電動機無論是在低速還是高速下都能穩定可靠地運行。
至此,NUM數控系統中的星三角轉換功能就配置完成了。由此可見,該功能性能優越,控制簡便,配置成本低,相信日后該功能會得到更加廣泛的應用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

