



FANUC加工中心機械手換刀PMC設計
2024-6-11 來源: 蘇州市職業大學 機電工程學院 作者:董曉嵐
摘要:分析了圓盤式刀庫配換刀機械手換刀動作的控制邏輯,設計了控制接口信號與自定義M代碼,基 于FANUC數控系統編制了換刀宏程序和 PMC程序。換刀控制動作包括刀盤找刀、主軸定向、刀套控制、刀臂控制和打刀缸控制,由換刀指令調用換刀宏程序,PMC 換刀程序執行自定義 M 動作代碼實現換刀動作。重點研究了隨機方式刀盤找刀的控制邏輯和整個換刀動作之間聯動的互鎖條件邏輯。
關鍵詞:加工中心機械手;PMC;FANUC
0 引言
FANUC是市場普及率最高的數控系統,基 于FANUC的加工 中 心 換 刀 動 作 PMC 設 計 應 用 廣 泛。圓盤式刀庫配以換刀機械手構成的換刀系統結構簡單,圓盤式刀庫與換刀機械手動作分工明確,控制順序清晰,是大部分中小型經濟型加工中心采用的配置。
本文分析圓盤式刀庫配換刀機械手換刀動作的控制邏輯,刀庫與主軸之間刀具交換動作的聯動在控制方式上采用PMC程序配以宏程序調用完成動作的時序控制[1]。
1、 換刀動作的邏輯順序
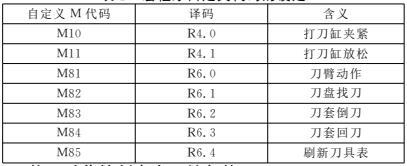
換刀動作的邏輯順序如下[2]:刀庫刀盤尋找目標刀具,根據換刀 指令將 TXX M06指 定的目標刀具送至換刀位置;主軸返回第二參考點且完成定向動作;刀套倒下;打刀缸松;機械手刀臂抓取主軸與換刀位置上的刀具;機械手刀臂翻轉180°,將主軸上的刀具與目標刀具進行交換;刀套回刀,打刀缸夾緊。換刀動作的控制對象有刀庫刀盤、刀套、機械手刀臂、打刀缸。動作控制包括刀盤找刀、主軸定向、刀套控制、刀臂控制、打刀缸控制。整個換刀動作控制所涉及的宏程序自定義代碼的設定見表1。
表1 宏程序自定義代碼的設定
2、 換刀動作控制安全互鎖條件
在換刀動作控制過程中需要設計的互鎖條件包括:
(1)刀套倒下狀態下,即倒刀確認信號未到達之前,刀盤不能轉動,否則會引起刀盤電機燒毀。
(2)刀套抬起狀態下,即回刀確認信號未到達之前,刀臂不能動作,否則刀臂抓到的是空刀。
(3)刀臂動作之前,主軸定向動作必須完成,否則會出現換刀機械手碰撞故障。
(4)機床出現緊急停止、復位信號時,換刀過程中斷,即安全保護機制。
3、換刀動作宏程序
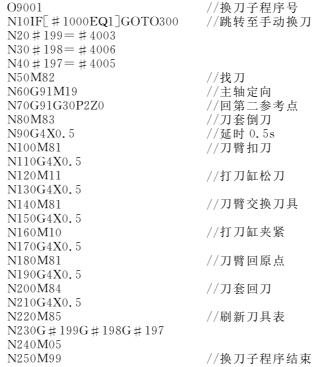
FANUC數控系統以 M06作為換刀動作指令,調用 O9000以后的宏程序[3,4]。按照換刀動作的邏輯順序和自定義的換刀動作 M 代碼,編制換刀宏程序如下:
4、刀盤隨機找刀模式
宏程序調用的自定義M代碼需要由 FANUCPMC程序編譯、執行、輸出,實現刀庫、機械手換刀臂、機械到位傳感器輸入信號的聯動,在所有換刀動作中刀盤找刀是一個獨立且重要的動作。
在加工中心機床刀庫控制中,刀盤找刀通常有順序找刀和隨機找刀兩種方式[5],本設計采用隨機找刀方式。隨機找刀方式允許刀具在刀盤中任意存放,但每把刀具和刀套上都 有自己的編碼。自 動 換 刀 時,PMC讀到 TXX M06程序指令要求所需要的目標刀具編碼,刀盤旋轉,每把刀具和刀套都接受識別,當某把刀具的編碼與目標刀具的編碼相一致時,該刀具被選中,刀庫將目標刀具送到換刀位置,等待機械手來抓取。
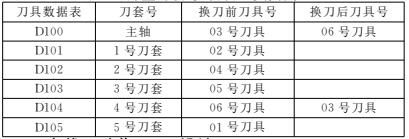
例如加工程序執行了 T06M06指令,主軸上現有的03號刀具需要被換成06號刀具。原來06號刀具在刀盤的4號刀套里面,當讀到T06指令時,刀盤轉動將4號刀套轉到刀盤的換刀位置;讀 到 M06指 令,機械手開始換刀,刀臂翻轉;換刀動作完成后,06號刀具插入主軸刀套中,03號刀具插在4號刀套中。刀盤刀套號與刀具號存儲位置見表2。
表2 刀盤刀套號與刀具號存儲位置
5、刀盤找刀動作PMC設計
5.1 刀盤找刀動作流程
刀盤找刀的 PMC控制程序流程[6,7]如圖1所示。等待 TF刀具選通信號到達,TF信號觸發 DSCHB刀套號數據表檢索指令,在 D0100為起始刀套號數據表上開始檢索 F0026信號指定的目標刀具所在的刀套號,將目標刀套號結果傳輸至數據表 D0090內;M82刀盤找刀指令觸發 ROTB 刀盤回轉控制指令,D0182存放的是當前換刀位置上的刀套號 C0002到目標刀套號 D0090所需的旋轉步數,R0026.3輸出刀盤的旋轉方向;刀位計數器傳感器信號 X0010.0觸發刀庫旋轉計數 CTRC環形計數器指令,更新換刀位置上的刀套號 C0002;當 COIN 一致性判斷指令被觸發,系統判別目標刀套號 D0090與換刀位置刀套號 C0002一 致時,刀盤控制電機旋轉停止,也即刀盤找刀動作結束。
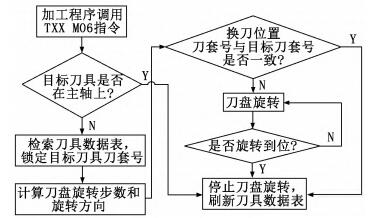
圖1 刀盤找刀控制程序流程圖
5.2 M82找刀動作 PMC程序
當讀到TXX M06語句中的T指令時,F0007.3=TF刀具選通信號觸發DSCHB刀套號數據表檢索指令(見 圖 2),D0094 存放的是刀盤刀套數加上主軸(+1)的總刀具數,是數據檢索表的總數。D0100是刀具數據表起始地址,D0100地址內存放的數據 是 主 軸上的刀具號,D0101是刀盤1號刀套的地址,D0101地址內存放的數據是 1 號刀套內刀具號,以此類推。
F0026是程序中換刀調用的目標刀具號,DSCHB指令目的是在 D0100刀套號數據表上開始檢索F0026刀具號所在的刀套號,將結果傳輸至 D0090,也即刀盤旋轉的目標刀套號。
M82刀盤找刀指觸發ROTB刀盤回轉控制指令動作(見圖3),D0092是刀盤的總刀數,也是回轉指令的分度數。PLC 計算刀盤換刀位置刀套號 C0002到加工程序要調用的目標刀套號 D0090所需 的 旋 轉步數 D0182,R0026.3輸出刀盤的旋轉方向,0為正轉,
1為反轉。
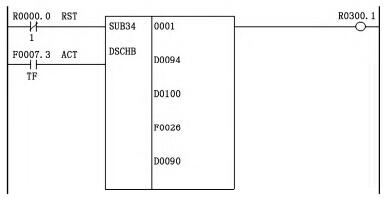
圖2 數據表檢索指令
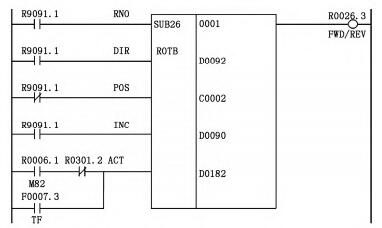
圖3 刀盤回轉指令
刀盤控制電機開始旋轉,刀盤刀位計數傳感器信號 X0010.0觸發刀盤旋轉計數CTRC環形計數器指令(見圖4),Y0001.2為刀盤正轉觸發加計數器,Y0001.3為刀盤反轉觸發減計數器。FANUC系統的 R9091.0信號(常0信號)和 R9091.1信號(常1信號)在 功 能指令的條件選擇上會經常使用到。D0092是刀盤總刀數,每收到一個 X0010.0信 號,計數器自動記錄增減刀盤換刀位置的刀套號,每轉過一個刀位,計數器值加1或者減 1,C0002始終記錄刀盤轉到的當前換刀位置的刀套號。R0301.0是計數器結束的標志,加 計 數器從最大值回到1,減計數器從1回到最大值。
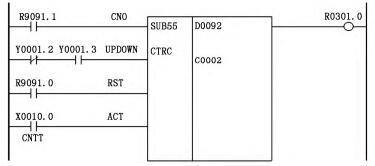
圖4 刀庫旋轉計數指令
刀盤開始旋轉后,COIN指令開始將目標刀套號與換刀位置刀套號進行比較(見圖5)。COIN 是一致性判斷指令,刀盤旋轉過程中,PLC 不停地周期掃描判斷刀盤換刀位置刀套號 C0002與 D0090目標刀套號是否一致、換刀位置刀套號 C0002里面刀具號數據與F0026指令調用目標刀具號是否一致,一致性成立,刀盤停止旋轉,R0026.5結束 M82刀盤找刀動作。當目標刀具運動到換刀位置時,PMC 停止高速脈沖輸出,刀盤控制電機停止運轉。
5.3 M85刀具表刷新
M85指令代碼觸發變地址修改數據轉送指令 執行刀具數表 D0094、刀具套號表 D0100刷新動作(見圖6)。每完成一次換刀動作后,須重新刷新刀具表,以保證刀具數據表的狀態與實際刀具的存儲狀態保持一致。M85指令的分頻信號 R0400.0觸發 XMOVB指令,在 D0094總刀具數的數據表中,C0002記 錄 的是刀盤換刀位置的刀套號,將當前換刀位置刀套號寫入刀具數據表的第一個數據 D0100地址。M85指令的分頻信號 R0400.0觸發 MOVE邏輯乘(與邏輯)指令,將 F0026目標刀具號寫入刀具數據表 D0100地址內主軸刀具號,刷新刀具數據表的目的就是保證D0100地址內存放的刀具號與主軸上刀具號一致、D0100地址與刀盤當前換刀位置刀套號一致。
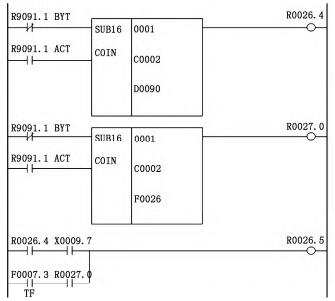
圖5 COIN 一致性判斷指令
換刀動作的其他控制如刀臂動作、打刀缸松緊動作、刀套倒刀回刀動作都需要實現互鎖保護及信號到達延時確認。F0096.2是主軸返回第二參考點確認信號,刀臂動作、倒刀動作的前提必須保證主軸返回第二參考點動作完成。
6、結語
本文分析了圓盤式刀庫配以換刀機械手的換刀動作和控制時序,設計了宏程序自定義調用指令,基于隨機找刀模式設計了刀盤找刀 PMC控制流程,重點闡述了換刀過程中刀套號數據與刀具號數據在控制程序中的信息流轉。
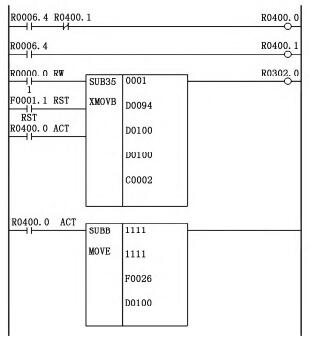
圖6 刷新刀套號指令
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

