


金屬切削加工振動機理及工程消除方法
2019-2-19 來源: 中航工業(yè)洛陽電光設備研究所 作者: 楊新一
【摘要】: 振動問題是金屬切削過程中普遍存在的現象, 通過研究切削振動的產生機理, 并采用仿真模擬計算與加工試驗相結合的方法, 介紹了金屬切削過程中振動的分類與產生機理。結合具體的工程應用, 利用剛性輔助增強法和加工參數優(yōu)化法這2 種常用的振動消除工程方法, 提出了判別金屬切削過程中振動產生的原因, 以及抑制切削振動的工藝設計思路, 對消除切削過程中的振動以及提高零件加工質量有著積極的意義。
【關鍵詞】: 振動機理; 顫刀紋; 工藝技術。
在金屬切削過程中, 工藝系統(tǒng)時常會發(fā)生振動。特別是隨著產品輕量化、功能多樣化的需求,導致薄壁件、長懸伸零件的設計越來越多, 結構件形狀越來越復雜, 在機械加工過程中, 時常會因為零件剛度差、刀具剛度差和切削參數設置不當等因素導致切削過程中產生振動。
切削過程中的振動是一種極具破壞性的有害現象, 會干擾和破壞成形運動, 引起刀刃崩裂,縮短切削系統(tǒng)壽命, 降低生產效率, 產生噪聲污染; 因此, 研究金屬切削過程中的振動產生的機理, 探討抑制振動產生的工藝措施, 一直是機械加工領域的重要研究課題。
1.切削加工振動的分類
切削過程中的振動類型, 包括自由振動、強迫振動以及自激振動等3 種形式。其中, 自激振動可分為再生型顫振、耦合型顫振和摩擦型顫振。
2.振動的基本原理
一個單自由度的結構可以簡化為由質量m 、阻尼C 和剛度k 組成的單自由度系統(tǒng)( 見圖1)。
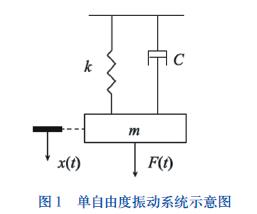
如果系統(tǒng)受到激勵或是靜止位置偏離原來的平衡位置時, 并使其進行自由的恢復運動, 系統(tǒng)將做自由振動。由于阻尼C 的作用, 其振動幅值隨時間以系統(tǒng)阻尼常數的函數衰減。振動頻率主要取決于系統(tǒng)的剛度k 和質量m 。
2.1 自由振動
假設質量為自由質量, 不受外力的作用, 靜態(tài)位移為x 0 , 將系統(tǒng)釋放, 由于工藝系統(tǒng)的阻尼作用, 這類振動會在外界干擾去除后迅速自行衰減, 對加工過程影響較小。
2.2 強迫振動
當系統(tǒng)受到外力時, 系統(tǒng)將進行強迫振動。若施加的外力為恒力時, 系統(tǒng)將經過一段時間的過渡振動, 然后在靜態(tài)偏離處穩(wěn)定, 當外力是諧波力時, 則會出現持續(xù)振動。
金屬切削過程中引起強迫振動的因素很多,例如機床上齒輪傳動不均勻和軸承制造精度不
夠, 刀具上各切削刃間存在高度誤差, 工件上存在斷續(xù)切削或者余量不均、硬度不一致等。
2.3 自激振動(顫振)
外界不給予機床系統(tǒng)任何干擾, 該平穩(wěn)切削加工的過程將一直保持下去; 然而在真正的生產實踐中, 往往會受到很多外界干擾的影響, 也就是說, 上述的平穩(wěn)切削加工過程一定會受到外界的干擾而發(fā)生振動。
2.3.1 再生型顫振
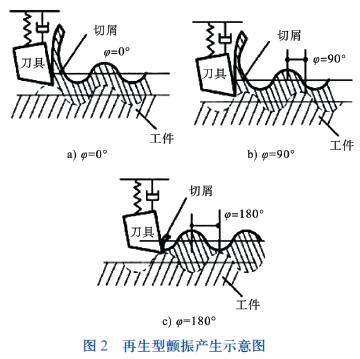
簡便起見, 考慮正交切削的情況, 由外界激勵引起的機床振動使得刀具與工件之間在工件進給方向上產生相對振動, 則在第1 層切削時, 在原本表面光滑的加工工件表面留下波紋, 該波紋軌跡為x (t —T ), 當第2 層開始時, 加工的內外表面都有波紋, 該波紋軌跡為x (t ), 主軸旋轉1周所需的時間為T , 本次理論切削厚度為h 0 。其動態(tài)切削厚度變?yōu)?
再生型顫振產生示意圖如圖2 所示。從圖2中可以看出, 當連續(xù)兩振紋之間的相位差為0 或2π 時, 無論機床如何振動, 動態(tài)切削厚度都不會發(fā)生變化, 此時, 切削加工過程是穩(wěn)定的; 當連續(xù)兩振紋之間的相位差為π 時, 動態(tài)切削厚度達到最大值, 切削過程中的顛振現象最為嚴重。
2.3.2 耦合型顫振
耦合型顫振是由于振動系統(tǒng)在2 個方向上的剛度相接近時導致2 個固有振型相耦合, 因而引起顫振。在切削過程中由于切削力的持續(xù)周期性變化, 導致了工藝系統(tǒng)的耦合振動。
2.3.3 摩擦型顫振
摩擦型顫振是指切削速度方向上刀具與工件之間的相互摩擦而引起的顫振, 產生的機理主要是在切削過程中切削力隨切削速度的增大具有下降的特性, 因而產生1 個負摩擦力。而在切削過程中, 切削速度不斷地發(fā)生著細微的變化, 導致了切削力不斷地變化, 從而使加工系統(tǒng)發(fā)生顫振。總之, 自激振動是由于刀具與工件之間切削力的不斷變化而導致切削厚度隨著發(fā)生變化, 所以等到下一次切削時又會產生新的振紋, 如此循環(huán)反復, 在刀具與工件之間形成了一個閉環(huán)控制系統(tǒng), 這個閉環(huán)控制系統(tǒng)是以切削力激發(fā)、動態(tài)切削厚度作為反饋的, 且切削厚度的動態(tài)變化與主軸旋轉周期T 時刻前的切削振動有關的延時反饋系統(tǒng)。
3.切削加工過程中振動消除的工程應用
在工程應用中, 切削過程的參與者包括機床、刀具、夾具和零件, 金屬切削過程中產生的振動等不穩(wěn)定切削現象和其切削參與者密切相關。通過更改切削過程中參與者的結構及切削參數可以達到消除振動的目的。常用的振動消除工程方法如下所述。
3.1 剛性輔助增強法
隨著我國工業(yè)技術的不斷發(fā)展, 輕量化、復雜化的結構設計越來越多, 結構件的剛度問題逐漸成為導致加工質量差的關鍵因素, 切削振動問題頻發(fā)。
由于產品性能限制, 加工零件的結構剛度差,導致切削過程不穩(wěn)定, 產生振動現象。工程中常用的剛性輔助增強方法有剛性支撐法、填充法、粘結法和工藝柄輔助法等。下述以某型零件為例,介紹工程中消除振動所應用的剛性輔助增強示例。
方位部件是某型產品中的關鍵機械部件, 其涉及到多組精密空間孔系, 裝調過程困難, 很難通過裝調達到設計目標, 因此采用組合加工的方式來保證各空間孔系的設計精度。該零件的空間孔系幾何公差要求達到IT5~IT6, 且結構特征中, 包含長度>190mm 的懸臂結構, 加工難度大, 設計精度難以保證。組合加工件中各零件的裝配關系以及組合加工件中的懸臂特征如圖3 和圖4 所示。


在精鏜Φ24 內孔時, 內孔表面經常會出現顫刀紋。該孔系是保證產品精度的關鍵孔系, 其
加工質量決定了產品的使用性能, 因此, 查找該孔系的顫刀原因, 有針對性地制定解決方案是十
分重要的。
按照加工時的裝夾關系對零部件進行仿真計算。結果顯示零件的前4 階振型主要是Φ24 內
孔位置產生較大變形, 因此Φ24 內孔位置為加工過程剛度薄弱點。
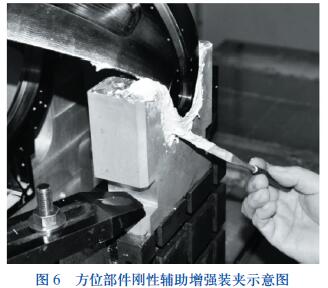
利用剛性- 非剛性輔助支撐方法, 在零件Φ24 內孔位置設置1 個支撐裝置( 見圖5), 用于
輔助增強零件的加工剛度, 零件的裝配方式如圖6 所示。
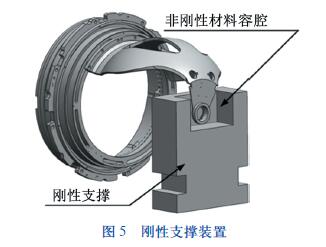
剛性支撐工裝不與加工零件直接接觸。剛性支撐上設有1 個容腔, 用以盛裝非剛性材料, 其特點是流態(tài)時可以填充任意型腔, 固態(tài)時具有很大的剛性。輔助增強零件剛度后, 零件的首階振動頻率提升到934.54 Hz, 加工系統(tǒng)剛度得到了很大的提升, 進而加工顫刀紋得到了消除。
3.2 加工參數優(yōu)化法
加工過程中的進給速度、切削厚度、主軸轉速與切削力呈復雜的指數關系, 切削參數的選擇直接影響到加工零件時的切削力大小。對于低剛度零件, 切削參數選擇不當會導致零件產生過大變形, 從而會導致加工讓刀或者切削振動現象。主軸轉速的選擇同時還關系著零件加工過程中的共振, 對于非連續(xù)切削, 零件承受著周期性變化的切削力, 若切削力變化頻率與零件的固有頻率相近, 將會導致零件產生共振, 影響零件的加工質量。下述以某型零件為例, 介紹主軸轉速的優(yōu)選方法。
在零件加工過程中, 零件受力會呈現出周期性變化的規(guī)律, 變化周期與主軸轉速密切相關,周期性變化的切削力會對零件產生周期性的沖擊。若沖擊周期與零件的固有頻率相近時, 會使零件產生共振, 導致零件表面產生顫刀紋; 因此,合理選擇主軸轉速, 對于避免加工共振、消除表面顫刀紋具有積極的意義。
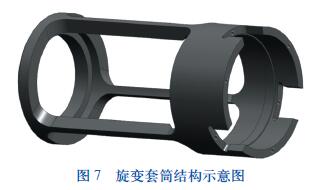
旋變套筒是某型產品中的關鍵零件, 其結構示意圖如圖7 所示。由于零件性能所限, 零件圓周面開了3 處缺口, 導致零件的剛度降低, 同時破壞了車削的連續(xù)性。該零件在加工參數選擇不當時, 會在表面出現顫刀紋, 影響產品質量。
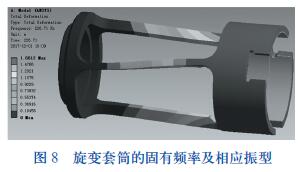
旋變套筒的前2 階陣型圖如圖8 所示。結果顯示, 該結構主要在3 個支撐桿右端發(fā)生變形。仿真計算結果可得, 零件的固有頻率為198.95Hz。主軸轉速S 與切削力激振頻率p 之間的關系如下:p =zS/60。式中,p 是激振力頻率,單位為Hz;z 是車削斷續(xù)點個數;S 是主軸轉速,單位為r/min。
為避免旋轉套筒在車削過程中產生共振, 應使切削沖擊頻率遠<200 Hz, 即控制機床主軸轉速遠<4 000 r/min, 因此在加工過程中應嚴格控制主軸轉速, 避免零件因共振產生顫刀紋, 切削過程中主軸轉速應控制在1 000 r/min 以內。
4.基于振動抑制的工藝設計思路
振動在金屬切削過程中是普遍存在的, 有時振動不明顯, 不會影響零件表面質量; 但有的振動比較劇烈, 導致加工零件表面出現嚴重的缺陷,必須予以減弱或消除。
加工過程中的各種振動都有其產生的機理,在實際工程應用中, 導致振動的原因也不是單一的, 需要工程技術人員根據工程實際情況, 給出合理有效的解決措施。下述給出幾點減少或消除切削振動的思路。
1 ) 應排除外部振源的影響。外部振源有規(guī)律或無規(guī)律的持續(xù)振動會通過機床傳遞到加工零件表面, 當振動能量達到一定范圍時, 零件表面會出現顫刀紋, 因此需要首先將此因素排除在外。可以為機床設備安裝防震墊等措施將機床與外界進行隔離。
2) 應考慮切削過程中的斷續(xù)切削、切削量不均勻問題, 該原因是導致切削過程中強迫振動的常見因素。斷續(xù)切削問題可以通過調整工序設置,最后加工斷續(xù)槽部分, 從而避免斷續(xù)切削。切削量不均勻的問題常見于毛坯粗加工或零件拐角處,可以通過調整進刀路線、切削參數等進行消除。
3) 應考慮工藝系統(tǒng)剛度, 包括加工零件、刀具、工裝和機床設備等各個環(huán)節(jié)的剛度。該類問題主要的表現形式為工藝系統(tǒng)的剛度不足以支撐該切削過程的穩(wěn)定進行, 解決措施主要考慮增強工藝系統(tǒng)剛度或者降低切削力。零件剛度輔助增強方法主要有剛性支撐法、粘結法、填充法和工藝柄輔助增強法等形式。降低切削力主要通過調整切削參數和刀具來實現。
5.結語
隨著現代工業(yè)的發(fā)展, 結構件朝著薄壁化、復雜化和整體化的方向演變, 其性能指標要求越來越高, 切削振動問題應得到有效的控制和消除。了解切削振動產生的機理及消除措施, 可以預先優(yōu)化工藝設計思路, 最大程度地避免切削過程中的振動現象; 也可以有針對性地分析切削過程中的振動原因, 快速定位解決切削振動的有效方案。工程問題是復雜多變的, 同時也是有章可循的,掌握工程問題基本原理, 積累實際工程經驗, 才能高效優(yōu)質地完成各項工程任務。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

