


航空航天和醫療器械領域都極努力地推動電火花機(EDM)在線測量的發展,原因在于這些行業的工廠需要嚴格按照工藝認證要求進行運作。在這個過程中,他們必須記錄下包括電火花線切割在內的所有制造及加工過程。
對于醫療器械制造廠,EDM線切割可以滿足批量不斷變小、形狀日益復雜的工件進行精確加工的需求,而航空制造廠則采用EDM線切割切割大尺寸的重型復雜部件。但是,將這些類型的工件取下機床進行檢驗和驗證顯著提高了出錯的風險,因此延長了部件整個加工周期。
EDM線切割機裝配了在線測量裝置后,工廠可以在EDM加工前后進行檢驗、確認部件,無需從機器上取下部件。同樣,最近開發的EDM線切割機接觸式探頭在線測量系統使得機床可以讀出探頭數據、理解邏輯語句。這意味著機床可以測量布滿工作臺的經過切割的零部件,標識出那些可以移除的處于公差范圍內的零部件,還可以送回那些需要重新切割,使之符合公差要求的部件。另外,未來裝配了氣動夾頭夾持接觸式探頭后,整個流程可以不需要操作工的干預。
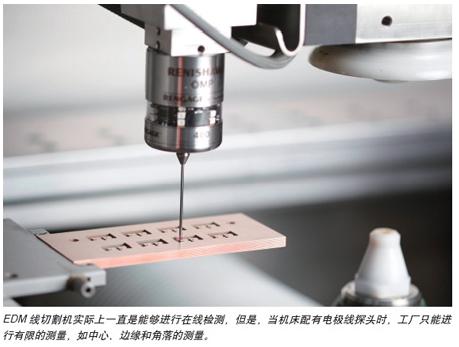
需要注意的是,實際上,通過利用線電極材料的電脈沖,EDM線切割機一直都能進行在線探測。但是,當機床利用這種電極絲進行測量時,工廠只能進行有限的測量,如找到中心、邊緣和角落。這個過程不能標識壁的平直度或測量部件的其他輪廓。
同樣,采用電極絲測量,探頭(電極絲)和工件之間會存在一個縫隙,使得接觸時能產生電火花。這種探測方式的精度相當高(可達±0.0001"),但是會有其他一些變數,如部件上的毛刺、臟污和其他可能落在電極絲和工件之間的顆粒,使結果產生偏頗,從而造成讀數誤差。
對于精密的工業加工,工廠主要采用EDM線切割在線測量驗證工件的切割正確性,并滿足關鍵部件輪廓參考點。不幸的是,這種探測/測量水平不可能用EDM電極線來作為探頭,主要原因在于電極線只能測量部件輪廓的最高點。
另外,即便利用電極線探頭可以實現這種先進的探測,但在航空和醫療領域,都不能接受這種測量方法。主要是因為當測量關鍵部件時,EDM電極線產生的電脈沖/火花會在部件上形成印記,從而影響部件的整體性。
另一方面,使用圓形藍寶石球這種傳統探頭,接觸點會很細小,不會對工件產生任何損害。而且,由于接觸點非常細小,正好接觸到殘渣或障礙物的可能性也非常低。
除了航空和醫療行業的嚴格要求外,由于EDM電極絲探測的天然局限,使得很多EDM制造商,包括阿奇夏米爾,努力開發新的產品,將準確接觸的探頭結合到EDM絲線切割工藝中。另外,在線接觸式探測與傳統工具機甚至是辛克型電火花成型加工相結合并沒有任何新意,但是將其用到EDM線切割上則是一種新的能力。完成任務所需的所有單個技術組件都已經具備,但是需要多年的開發才能準確地知道,如何才能將這種探頭融入到EDM線切割中,進行有效的在線接觸式測量。
E
DM OEM制造商們克服了兩大障礙。一個是機械方面的難題,即如何裝配夾具,把探頭夾持在EDM頭部;在控制方面,探頭的功能必須與機床的CNC系統整合。

機械挑戰
大多數EDM頭部的設計不能支撐很大的重量,在頭部一側裝配實際的工具夾具會產生不平衡,影響EDM線切割加工。幸運的是,有些品牌如GF阿奇夏米爾推出的EDM線切割機床,帶有很堅實穩固的頭部,可裝配夾具,同時不會犧牲機床性能。
機械方面的另一個難題是,需要能夠伺服驅動Z軸,這在EDM線切割中并不需要。在線接觸式測量需要機器可以Z軸伺服驅動,這樣探頭可以往下測量工件,結束后向上退出。但是,最重要的是,這種方式可以沿著Z軸方向,對任何點進行測量和記錄,測量壁厚即用這種方式進行。
包括阿奇夏米爾在內的大多數EDM OEM廠商,都可以通過在設備上配置Z軸伺服驅動能力來解決這個難題。因為許多這些廠商已經開發出辛克型EDM用伺服驅動系統,對這些Z軸系統以及如何使用探測器有了廣泛的了解。另外,這些現有的知識也有助于將傳統測量技術應用于EDM線切割機的CNC系統。
控制難題
在線接觸式測量技術要求EDM線切割機的CNC系統有能力補償接觸式探針與機器頭部兩個不同中心線的位置。業內很多機器都有這種補償能力,因此也就不成問題。
針對這一問題,阿奇夏米爾開發出補償糾正功能。通俗而言,在標定后,機器的控制系統能夠準確知道電火花絲線中心線和X-Y軸線上探測器的中心位置。在探測器進入位置進行測量時,控制系統就可以對這個距離進行補償。
對于EDM線切割在線測量控制系統而言,主要的挑戰是,設備對部件輪廓的關鍵點進行測量時,缺乏特定的周期。
阿奇夏米爾的解決方案是,在機器的控制系統內部采用宏程序B編程。這種程序命令機器按照規定的位置移動,在X、Y、Z軸上進行測量,采集原來與EDM線切割工藝不相關的關鍵點的數據。
利用探測到的數據,機器可以數學方程生成報告,驗證部件切割前實際定位是否正確。報告同時顯示,在切割后,所需測量部件關鍵點的尺寸或公差符合要求。
宏程序B編程使用了邏輯語句,EDM線切割機的CNC可以讀出“如果-那么”這樣的程序語句。如,如果特定工件的幾乎尺寸還沒有按照規定切削到位,CNC就會命令機器返回到那個部位進行重新切割,直至達到規定要求。
你知道嗎?
EDM可以加工任何硬度的導電材料,加工精度可達0.001mm,不需要進行機械動作。由于具有這樣的特性,EDM成為模具和工具制造的關鍵技術之一。
這種系統內的高度邏輯不僅讓用戶了解到部件已經按照規定尺寸切削完畢,可以移除,而且機器還可以按照測量的數據進行自我修正。機器的這種能力堪稱為最重大的成就,對“無人”生產將產生重大影響,并會持續推動EDM線切割在線測量需求的發展。
自動接觸測量
目前,機械夾具一般由人工安裝,用以夾持EDM線切割機的在線測量探頭。但是,采用了氣動卡盤后,可采用機器人更換工具,將探測器自動裝卸到EDM線切割機上。
現今大多數工廠都會安排工人進行部件審核。一名機器操作工將裝上探測器,測量部件,取下探測器,啟動開車按鈕,繼續切割。切割后,再裝上探測器,運行宏程序B編程,對部件的關鍵點進行測量。然后機器會標識出,哪些部件符合規格要求,哪些需要再次切割。
就技術而言,完成無人EDM線切割工作,包括自動在線進行常規測量在內的所需組件都已成為必備。但是,目前還很少有行業需要達到那種先進的水平。
光學:另一種方法
除了接觸式測量,還有其他在線測量方法。如光學系統。它不“接觸”部件,而是記錄部件的圖像,進行檢驗。這樣的系統對于精密制造領域需要測量精細部位的部件特別有利。
采用阿奇夏米爾的光學系統后,制造廠商可以方便快捷地測量部件。在光學器系統前,配置了那種非常復雜精細的夾具,用來夾住部件,進行準確測量。另外,還需要確定部件的位置,而采用EDM電極絲測量會比實際切割部件所花費的時間更長。舉例來說,如果切割花費了3小時,測量可能需要10小時。而采用了光學系統后,一瞬間的圖像就可以標識清楚部件的軸向度、中心、切割起始點。
不管是光學系統,還是機械系統,都有各自的優點。光學系統可以快速測量已經切割好的部件(300點/秒),而探頭測量方法則需要實際移動并接觸到那些測量點。但是,探頭測量方法可以測量部件頂部、中部和底部的腔。光學系統只能記錄部件的二維圖像,不能測量諸如有角度的側壁等部位。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

