


摘要:針對表面形狀復雜的工藝品圖案加工問題,具體討論了利用 CAXA 線切割軟件對圖形進行矢量化處理,得到相應的輪廓曲線,然后生成 HL 線切割系統能夠識別的 3B 程序,導入到線切割機床,最后對線切割機床進行對刀操作,完成零件的加工。
關鍵詞:矢量化3B 代碼線 切割對刀
引言
日常生活中有很多表面形狀復雜的工藝品圖案,如心形、五角星、生肖圖案、圖騰圖案等。這些圖案圖形較為復雜,零件厚度薄,輪廓加工質量要求較高。通常,用電火花線切割機床切割是加工該類零件的最佳方法之一。電火
花線切割主要是利用移動的細金屬導線(鉬絲)作電極,在線電極和工件之間加上脈沖電壓,利用脈沖放電來火花放電,利用熱能腐蝕金屬表面,使工件材料局部熔化或氣化,從而實現對工件材料的電蝕切割加工。對于此類零
件加工,一般采用如下步驟進行。
1 、圖紙獲取
加工圖案首先需要有相應的圖形或圖紙,然后進行適當的處理才能夠進行線切割加工。圖形獲取有兩種方法,如圖 1。

(1)制圖軟件繪制。對于簡單圖形(如五角星圖案),采用機械軟件 AutoCAD 或者國產軟件 CAXA 電子圖版進行圖案的繪制。繪制時需要注意,為了更好的生成線切割程序,盡量將圖形處理成封閉圖形。因 HL 線切割系統只
識別 DAT/DXF 格式文件,對于 AUTOCAD 文件,默認文件保存格式為 DWG,選擇“文件 - 另存為 - 文件類型中選擇 AUTOCAD2000.dxf(或者更低版本)”。對于 CAXA 電子圖板文件,默認文件保存格式為 EXB,選擇“文件 -DXF/DWG批轉換器 - 設置”進行轉換,如圖 2、圖 3。
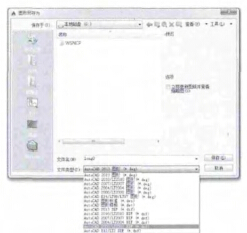
圖 2 AutoCAD 中 DXF 文件保存
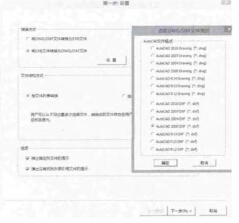
圖 3 CAXA 電子圖版 EXB文件轉換為 DXF 文件
(2)對于稍復雜零件或者平面圖案來說(如工藝品圖案),采用制圖軟件繪制過度復雜,可采用矢量化工具(如CAXA 線切割)得到圖紙。CAXA 線切割的位圖矢量化功能可以將 BMP 等格式的圖形文件進行矢量化處理,生成可用于加工編程的輪廓線。該功能解決了實物、美術畫、美術字等各種有實物無尺寸圖案的加工編程難題,原先一些難以加工甚至不能加工的零件,可以通過掃描儀將圖片或實物轉換為圖像輸入,利用位圖矢量化處理,生成矢量圖,并生成加工代碼,便能極為便利地對其進行編程和加工,減輕了編程的難度,提高了生產的效率和質量。以工藝品圖案為例,盡量尋找背景對比度大的圖案,如果圖案為彩色或對比度較低圖案,可采用 PS 軟件進行摳圖,并將文件保存為 BMP 位圖格式,獲得圖片后,打開CAXA 線切割軟件,選擇“繪制 - 高級曲線 - 位圖矢量化-矢量化”,選擇圖片。可以直接進行矢量化處理的圖形文件主要有 BMP、GIF、JPG、PNG、PCX 格式,其他格式的文件需要轉換成以上幾種格式文件后再進行矢量化。
在系統彈出的矢量化菜單中,進行適當選擇。選擇描亮色域邊界。系統提供三種背景選項,描暗色域邊界、描亮色域邊界和指定臨界灰度值。當圖像顏色比背景顏色,選擇“描暗色域邊界”;當圖像顏色比背景顏色淺時,選擇“描亮色域邊界”;臨界灰度值可由系統取得的位圖灰度平均值,選擇“指定臨界灰度值”。選擇擬合方式圓弧擬合。系統提供兩種擬合方式,直線擬合生成的輪廓只包含直線;圓弧擬合產生的輪廓由圓弧和直線組成。兩種擬合方式均能保證擬合精度,圓弧擬合優點在于生成的圖形比較光滑、線段少,因此生成的加工代碼也較少。選擇精細擬合精度。擬合精度越高輪廓形狀就越精細,但并不是精度越高就越好,需要根據使用情況的精度要求等方面來選擇,精度選得過低會使輪廓形狀出現較大偏差,精度選得過高,生成的輪廓可能會出現較多的鋸齒。
圖像實際寬度可選擇默認設置。若圖像過大,可先用矩形限定大小,利用放縮及移動命令將圖形放入。完成矢量化功能后,位圖多了藍色邊線,如圖 4。
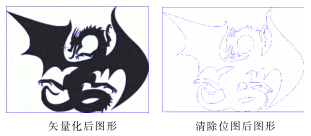
圖 4
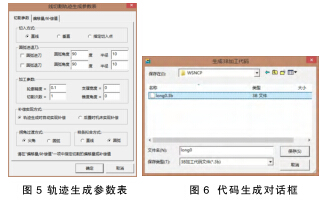
選擇“繪制 - 高級曲線 - 位圖矢量化 - 清除位圖”,得到相應的圖形。2 3B 代碼生成利用 CAXA 線切割軟件生成 3B 代碼導入機床中。選擇“線切割 - 軌跡生成”,在線切割軌跡生成參數表中設定符合機床的參數,選擇“線切割 - 生成 3B 代碼”,拾取相應加工軌跡,生成對應 3B 代碼,如圖 5、圖 6。
3 、線切割機床加工
首先在 U 盤里,建立 WSNCP 文件夾(此文件夾為 HL系統可識別文件夾,所有 3B 文件、DXF 文件都需放入此文件夾才可讀取)。
啟動機床電腦前,插好 U 盤,系統啟動進入設置時,選擇 2.USB,進入 HL 系統后,選擇“繪圖編程 - 數據程序- 載入代碼 -F4 調盤”,選擇對應 3B 文件,選擇“退回 -文件另存為”,F4 調盤選擇 D 盤(此盤為線切割內部自帶虛擬盤,用來存儲加工用 dxf 文件及 3B 文件)。完成文件另存為后,選擇“繪圖編程 - 數據程序 - 代碼存盤”,此時代碼會以上步文件名保存。退出系統,選擇“加工 #1- 切割”,選擇相應 3B 文件。
4 、線切割對刀
按下 F12 鍵解除電腦對機床的進給鎖定,按下 F11 鍵啟動高頻,調整機床減小電流,打開冷卻液,將電極絲進行手搖移動靠近工件,以剛好產生電火花為準,此時線切割機床完成對刀操作。按下 F12 鍵進行機床機床鎖定,按下 F1 開始自動加工。
5 、結論
對工藝圖案進行加工時需要采取以下幾個步驟:
(1)選擇高對比度圖案,并保存成 BMP 等格式;
(2)導入 CAXA 線切割軟件中,進行矢量化處理,并對非封閉圖形進行修正;
(3)利用 U 盤導入到機床中,需要先另存文件然后代碼存盤。
本文主要是討論了復雜工藝品圖案的線切割編程加工方法,利用 CAXA 線切割對位圖矢量化處理,生成矢量圖,并生成加工代碼,便能極為便利地對圖形進行編程和加工,減輕了編程的難度,提高了生產的效率和質量,擴大了電火花線切割加工方式的應用范圍。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

