


摘要:為了提高微細電火花線切割加工的質量和效率,在工件上施加超聲振動,用超聲振動調制脈沖放電,分析研究了超聲調制微細電火花放電對加工效率和質量的影響。實驗研究表明:超聲振動能顯著增強電火花加工的蝕除能力,減少短路,大幅提高加工效率和穩定性,改善加工質量。
關鍵詞:微細電火花線切割加工;超聲調制;質量;效率
在微細電火花線切割加工中,電極絲和工件之間的放電間隙很小,極易發生短路、拉弧等非正常放電,嚴重影響加工質量和效率。在交叉學科技術密切融合的今天,超聲技術的復合應用為解決上述問題提供了新的思路,即利用超聲波的作用來排出放電間隙中火花放電產生的廢屑和氣泡。因此,超聲振動在微細電加工領域獲得了越來越廣泛的研究與應用[1-2]。最近研究發現,超聲振動能有效減少短路和伺服回退,從而提高加工效率[3-4],其周期性振動不僅能對放電通道的形成和坍塌產生顯著影響,且超聲的空化作用還能促進電蝕材質的剝離和拋出[5-6],從而提高加工效率和質量。但在傳統的超聲輔助微細電火花加工中,脈沖電源放電和超聲振動之間并沒有建立聯系,僅僅依靠超聲振動改變極間距離來提高加工效率,超聲振動對于加工質量的影響也不明顯。因此,本文針對超聲調制脈沖放電的微細電火花線切割加工工藝進行研究,分析其加工效率和加工質量。
1、 超聲調制微細電火花線切割實驗裝置
1.1 超聲調制微細加工裝置
實驗裝置見圖1。安裝架固定在高精度XY 直線運動工作臺上,進給精度為1 μm。帶有一階變幅桿的換能器通過機械零點固定在安裝架上,其產生的振幅為±3 μm。微細電火花線切割在航空煤油中的極間放電間隙略小于10 μm,所以超聲換能器的振動既能有效改變極間距離,又不會導致工件撞擊電極絲。待加工工件通過氧化鋁陶瓷連接到超聲換能器上,氧化鋁陶瓷起絕緣作用,同時給換能器散熱。電極絲直徑為50 μm。航空煤油自上流下,使整個放電間隙浸在工作液中。
1.2 超聲調制信號的獲取
超聲換能器是利用壓電陶瓷的逆壓電效應工作的,施加在換能器兩端的電壓與壓電陶瓷所產生的振幅成正比。當壓電陶瓷兩端的電壓為正弦電壓時,換能器振幅呈正弦振動,其振動的振幅、功率與流過換能器的電流同相位,圖2 所示的示波器通道3 為激光多普勒測得的換能器端部的振動信號,通道2 為霍爾傳感器測得的流過換能器的電流信號。
因此,電流信號能準確反映超聲振動帶動極間距離變化的情況。
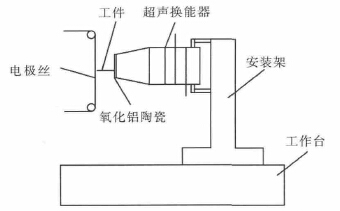
圖1 超聲調制微細電火花系統示意圖
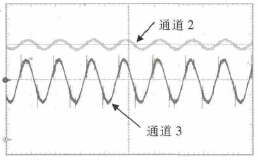
圖2 超聲換能器的電流和振幅信號
本文采用ACS712 霍爾傳感器獲得流經換能器的電流信號。超聲換能器的諧振頻率為36.23 kHz,帶通濾波器的通帶頻率設計為30~45 kHz。正弦信號經過過零比較器產生方波調制信號,輸入到DSP中。由于采用了反相比較器,當換能器經振幅原點向靠近電極絲的方向振動時產生下降沿,再次經過原點時產生上升沿,換能器的振動頻率幾乎是固定的。因此,捕獲下降沿并計時的方法可準確跟蹤極間距離變化情況,控制脈沖電源放電。
2 、超聲調制脈沖電源放電實驗
為研究超聲振動對微細電火花線切割加工的影響,進行了無超聲、超聲輔助及另外2 組、4 種超聲調制脈沖電源放電實驗。部分實驗條件見表1。實驗在自行設計的微細電火花線切割機床上進行。先采用電火花線切割加工一條長800 μm 的直線,脈沖寬度和脈沖間隔均約1 μs;加工中未發生斷絲,加工表面干凈,無燒灼痕跡,表面質量較好,加工效率約為12 μm/min。再在相同條件下,對工件施加超聲振動,加工效率約為22 μm/min,效率提高約83 %,加工截面的SEM 照片見圖3。可見,加工表面呈黑色,有炭黑附著,表面質量較差。加工效率提高的主要原因是伺服回退大幅減少(幾乎很少發生回退), 這是由于換能器的振動減少了短路的發生,即使發生短路時也能將工件和電極絲強制拉開,而伺服又設置在偏短路狀態,因此伺服沒有發生回退,加工效率大幅提高。但超聲振動也擴大了放電間隙,導致加工縫隙的寬度擴大,這可能跟換能器的安裝精度有關,換能器的振動與工件的進給方向存在偏差。
表1 實驗條件
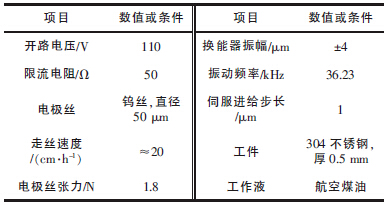

圖3 超聲輔助電火花加工工件照片
為研究超聲振動拉伸和壓縮放電通道對微細電火花加工質量和效率的影響,繼續進行以下2 組實驗。
(1)超聲調制大脈寬放電實驗
在超聲振動工件靠近電極絲的過程中開通極間電壓。如圖4 所示,通道3 為超聲調制信號,下降沿表示工件從零點向靠近電極絲的方向振動。通道2 為脈沖電源MOS 管驅動波形, 放電脈寬約5 μs。其他實驗條件同表1, 實驗加工一條長800 μm 的直線。通道4 為極間電壓,可見極間電壓很低,接近短路,說明極間工作在偏短路狀態。實驗過程中,極間放電劇烈,工作液被噴出。可見,由于放電脈寬很大,放電通道持續被壓縮,電場強度持續增大,放電產生的爆炸力很大,蝕除能力很強,以至于雖然占空比小很多,但加工效率并沒有大幅下降,放電距離擴大,加工產生的縫隙較寬。
將脈沖電源的放電時間調整到工件遠離電極絲方向時,即超聲振動拉伸放電通道(圖5),在相同條件下,加工一條長800 μm 的直線。實驗中,產生的氣泡明顯增多, 大約相當于無超聲時的一倍,但放電并不是很劇烈,較均勻。這是由于超聲振動拉伸放電通道,使放電通道壓力下降,材料熔點降低,更易剝離;當壓力降低到一定程度時,氣泡破裂,材料被拋出加工區,氣泡體積的減小說明單次拋出的材料體積較小,蝕除產生的凹坑較小,同時由于超聲振動使極間壓力降低,工作液流向極間的速度加快,使熔融材料及時被冷卻、帶走,加速了極間消電離,加工質量有所提高;此外,占空比下降,加工效率略微降低。
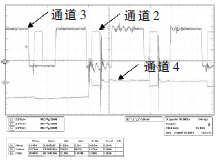
圖4 超聲調制大脈寬壓縮放電通道
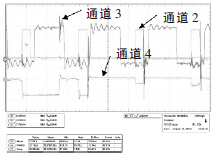
圖5 超聲調制大脈寬拉伸放電通道
(2)超聲調制窄脈寬放電實驗
微細電火花加工中,單次放電脈沖越大,則蝕除的凹坑越大,且持續長時間的放電而沒有極間消電離時間,會導致表面質量降低。為提高加工表面質量,應降低脈沖寬度;但占空比太小,加工效率過低。如果在一次超聲振動周期里進行多次窄脈寬放電,既能提高加工質量,又能兼顧加工效率,實驗波形見圖6 和圖7。實驗中,脈沖寬度和脈沖間隔均約1 μs, 單個超聲周期放電4 次, 各自切割一條800μm 的直線。
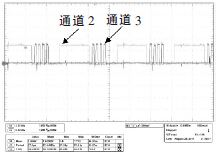
圖6 超聲調制窄脈寬壓縮放電通道
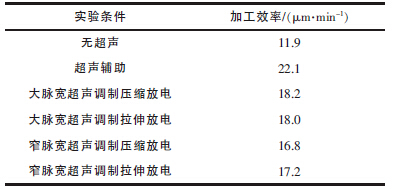
實驗發現,極間電壓依然很低,無論是壓縮放電通道還是拉伸放電通道,其加工效率都比無超聲時高出40 %以上,但比大脈寬加工時略低(表2)。
這是因為總體有效脈沖放電時間減少,單個脈沖寬度減小,單次放電能力減弱,有更多的消電離時間,加工效果有所提高;尤其是拉伸放電通道時,電場強度減小,極間壓力減小,有利于放電點能量的均勻分布,加工質量更好。
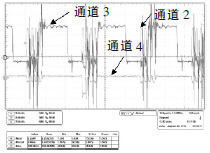
圖7 超聲調制窄脈寬拉伸放電通道
表2 加工效率對比
3、 結論
本文研究了超聲調制脈沖電源放電對微細電火花線切割的影響。施加超聲振動后,發生短路的次數大幅減少,加工穩定性明顯提高。不管是大脈寬還是窄脈寬放電, 其加工效率都至少高出40 %。大脈寬時放電劇烈,蝕除能力強,放電凹坑較大,但加工質量一般;窄脈寬時放電脈沖較小,放電較均勻,加工表面質量更好,有更大的應用價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

