


改進型快走絲線切割機床導電裝置設計
2017-6-15 來源:仲愷農業工程學院 作者:熊平原,王 毅,溫志鵬
摘要:DK7732 型線切割機為廣泛使用的快走絲電火花線切割機床,在實際加工過程中存在斷絲、導電塊出現割痕、張緊效果差、放電不均等不良現象,嚴重影響著線切割加工效率和零件表面質量。首先分析了該類機床在工作過程中出現的主要問題及原因;然后改變原有鉬絲與導電塊的接觸方式,采用鉬絲與導電輪滾動接觸方式進電,并構造三角形導輪穿絲系統,設計張緊調節機構,提高了導電裝置使用壽命和系統穩定性;最后通過實驗驗證了改進裝置的正確性和可靠性。
關鍵詞:線切割機床;導電裝置;技術改進
1.引言
DK7732 型電火花線切割機床是蘇州長風公司設計制造的一種快走絲機型,該設備主要用于對各類模具、電極、精密零部件制造、復雜型腔和曲面形體加工,具有加工精度高,光潔度高、切割速度快等特點。加工原理為:電極絲通過導電塊連接脈沖電源的負極,工件連接脈沖電源的正極,XY 工作臺由數控裝置控制,繞絲筒作正反向交替運動;電極絲和工件之間澆注工作液介質,當其距離足夠接近時,每個脈沖瞬間電壓擊穿介質,產生火花放電現象,逐步腐蝕工件,以達到切削成型目的,其工作原理圖如圖1 所示。傳統的線切割導電方式為電極絲與硬質合金導電塊直接接觸,電極絲在導電塊表面來回移動。在實際加工過程中,特別是切割鋁制工件時,容易出現斷絲、穩定性差等不良現象,嚴重影響著線切割加工效率和零件加工質量[1-5]。分析了 DK7732 線切割加工過程中的主要問題和原因,從導電接觸方式入手,探討提高加工效率和加工質量的有效方法和實現途徑。
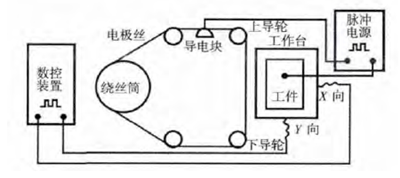
圖 1 DK7732 型線切割機床工作原理圖
2.主要問題分析
2.1 導電塊存在割痕
當切割工件厚度大于 60mm 或軟基材料時,發現鉬絲(電極絲)在逆向運動時,鉬絲與導電塊之間會有火花產生,火花大小不均勻,該現象雖然不會對設備產生其他的影響,但會導致線切割速度變得緩慢以及鉬絲、導電塊之間的損耗增大,尤其是在切割
鋁件、銅件時該損耗更加明顯[6],并且在導電塊表面產生較深的溝槽,在安裝鉬絲或切割時該溝槽容易卡住鉬絲,增大切割阻力最終導致鉬絲被拉斷。
2.2 粘絲
在切割運行中,由于切割間隙內的蝕熔物不能及時排出,則降低了線切割機的放電能力,導致電蝕的速度要小于進給速度,容易形成短路,而當鉬絲與導電塊在接觸部位繼續放電時,控制系統就會錯誤判斷而繼續進給,鉬絲與工件之間就會產生一種純機械摩擦,造成工件的機械性拉傷以及鉬絲的快速摩損,形成“粘絲”損傷。
2.3 張緊效果差
傳統線切割機床張緊裝置是一個重力導輪[7],安裝在繞絲筒和機架之間,鉬絲從下方繞過導輪線槽,依靠導輪重力壓住鉬絲,使鉬絲處于繃緊狀態,提高系統張緊力。在實際加工過程中,如果初始張緊力沒調整好,鉬絲跳動嚴重,極易出現脫絲,后續要重新穿絲,調節麻煩。同時,導輪支架沿導軌移動的距離較小,即在重力作用下張緊力所體現出的有效移動距離較小,張緊裝置的張緊效果較差。
2.4 放電不穩定
由于鉬絲與導電塊直接接觸,隨著加工時間的增加,鉬絲在一定程度上被拉長,系統張緊力降低,鉬絲運行不平穩[8-9]。同時鉬絲在逆向運行時,其產生的慣性作用,使得鉬絲與導電塊之間產生極小的間隙,而這間隙也會導致鉬絲與導電塊之間產生火花放電。由于這些放電現象的存在,使得傳遞到鉬絲與工件間的加工電流變小,正常切割部分放電不穩定,切割速度及質量降低。
3.改進方案研究
3.1 導電塊改導電輪
工作時,由于導電塊靜止不動,鉬絲在其表面來回運動,其摩擦方式為滑動摩擦,摩擦系數大,鉬絲和導輪磨損嚴重,導致導電塊出現割痕。現將導電塊改為導電輪,接觸方式為滾動摩擦,磨損量小,導電效果好。為了提高導電輪使用壽命,一般選用硬質合金鋼材料,但硬質合金鋼相對密度大,導致轉動慣量大,故本設計導電輪采用鑲嵌結構[10],鑲件為內外半徑差 4mm、厚度 4mm 的硬質合金環,基體為半徑 12mm 的高速鋼。其結構,如圖 2 所示。
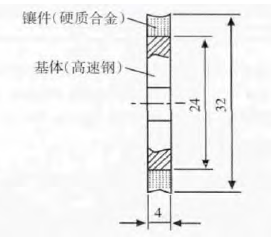
圖 2 導電輪結構圖
3.2 改進張緊裝置
工作時,鉬絲在機床上作往復循環走絲運動,同時間斷放電,產生一定的熱量。隨著加工時間的增加,鉬絲會因金屬有延展性而變長,使原來系統的張緊力慢慢變小變無,以致于發生跳絲現象,影響加工精度和加工速度。同時,由于鉬絲持續放電以及走絲時與導電輪的摩擦,產生一定的材料損耗,鉬絲直徑變小,導致鉬絲與導電輪出現間隙,接觸不穩定,放電不均勻。傳統的張緊裝置僅依靠張緊輪的自身重力實現自動調整,張緊效果差,穩定性不好。為此,設計一種可調張緊力支撐輪裝置,通過彈簧力自動調節系統的張緊力到設定值,擰動調節螺母,設定系統初始張緊力,裝置結構簡單,可靠性強,其結構簡圖,如圖 3 所示。
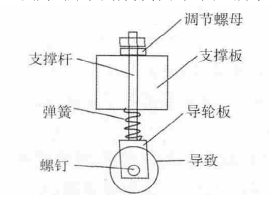
圖 3 可調張緊力支撐輪裝置結構簡圖
3.3 采用三角導輪結構
由于導電裝置不僅是為了讓鉬絲帶電,而且也是為了支撐鉬絲,保證運行平穩性,因此導電裝置要能控制鉬絲在運絲過程中不會發生跳動。同時,穿絲是一個復雜的工作,為降低穿絲難度,提高工作效率,導電裝置要易于工人穿進鉬絲。為此,本設計采用三角導輪結構,由 2 個導電輪和 1 個支撐輪組成,形成三角狀,穿絲方便,導電可靠。結構簡圖,如圖 4 所示。
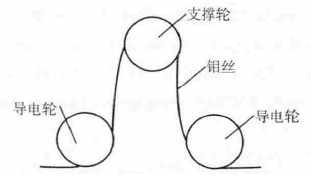
圖 4 三角導輪結構簡圖
4 裝置整體結構設計
4.1 整體結構
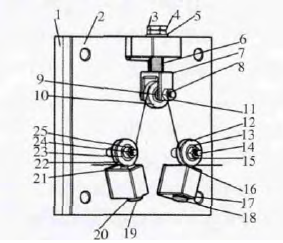
1.底板 2.支架 3,4.螺母 5.墊片 6.彈簧 7.叉形架 8.銷軸9.軸承 10.支撐輪 11.螺母 12.導電輪 13.軸承 14.軸 15.螺母16.碳刷 17.彈簧 18.螺釘 19.螺釘 20.彈簧 21.碳刷22.導電輪 23.軸承 24.軸 25.螺母
圖 5 導電裝置爆炸視圖
裝置主要由底板、支架、導電輪、可調張緊力支撐輪、碳刷等部件組成,安裝在線切割機床機架上(可上下 2 個,對此放置),用螺釘緊固。鉬絲穿過 2 個導電輪和 1 個支撐輪,形成三角導輪結構,鉬絲在輪槽中移動;通過松緊 3,4 螺母,拉動 7 叉形架,帶動支撐輪上下移動,實現鉬絲的張緊功能;通過擰緊 22,23 螺釘,增加 21,24 彈簧壓力,壓緊 20,25 碳刷,使碳刷與 14,17 導電輪緊密接觸,螺釘帶電,通過碳刷,傳導給導電輪,使鉬絲獲得脈沖電壓。
4.2 設計要點
(1)底板部件。底板 1 采用絕緣塑膠材料,通過螺釘連接到機床機架上,支架 2 為金屬材料,通過螺釘固定到底板 1,支架 2與機床絕緣。
(2)張緊部件。軸承 9 內圈與銷軸 8 過盈配合,軸承 9 外圈與支撐輪 10 內孔過盈配合,裝配到銷軸 8 中部,穿入叉形架 7 支撐孔內,用螺母 11 鎖緊;叉形架 7 連同彈簧 6 一起裝入支架 2 上安裝孔內,墊上墊片 5,擰緊螺母 3,4;通過調節螺母 3,4 的鎖緊,在彈簧 6 的彈力作用下,帶動叉形架 7 上下微量移動,實現鉬絲張緊功能。
(3) 導電部件。導電輪部件分左導電輪部件和右導電輪部件,兩者在支架 2 上對稱分布;左導電輪部件由螺母 15、軸 14、軸承 13、導電輪 12、墊片 26、螺母 29、碳刷 16、彈簧 17、螺釘 18 組成,導電輪 12 內孔與軸承 13 外圈過盈配合,軸承 13 內圈與軸14 過盈配合,軸 14 固定在支架 2 上,導電輪 12 與碳刷 16 接觸,通過擰動螺釘 18,調節碳刷 16 與導電輪 12 的接觸程度。右導電輪與左導電輪安裝方式相同。
5.試驗研究
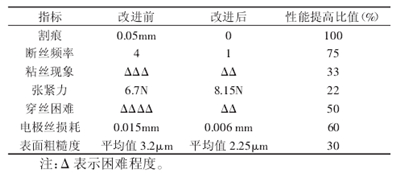
試驗條件為:蘇州長風 DK7732E 線切割機床;厚度為 60mm的方形鋁塊(尺寸 100mm×100mm);金山 DX-2 線切割工作乳化液;山東光明牌鉬絲 Φ0.18mm。工作參數為:工作電壓 100V;電流 3.0A;脈沖寬度 48μs;脈沖間隙 6μs;加工速度 75mm2/min;電極絲初始張力 8.2N。試驗過程為:將改進后的進電裝置分別安裝在線切割機床走絲架的上下兩側,連續切割 20h,對比改進前和改進后的切削效果,試驗結果,如表 1 所示。結果表明:在相同的電壓、電流、脈寬、速度等參數條件下,對同一工件進行切割試驗,割痕、斷絲、粘絲等不良現象基本解決,系統張緊力保持恒定,電極絲損耗減小,零件加工質量提高。
表 1 試驗結果
6.結論
(1)設計出一種改進型電火花線切割導電裝置,具有如下特點:①三角導輪結構,穿絲簡單、快捷,運絲平穩,提高機構穩定性;②導電輪采用鑲嵌式,減低制造成品和運動慣性,提高導輪使用壽命和導電性,排屑方便;③碳刷接觸緊密,進電快速、穩定,左右 2 個位置同時進電,避免漏進電現象,碳刷消耗后,可通過螺釘調節;④支撐輪可調節,提高鉬絲張緊程度,避免松垮、跳絲等導致的不正常放電現象;
(2)試驗結果表明,改進后無割痕,斷絲頻率降低 75%,張緊力提高 22%,基本恒定,電極絲損耗減小至 0.006mm,表面粗糙度提高到 2.25μm,穿絲難度降低 50%。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

