


2021先進會員(創新十佳):蘇州電加工所-- SE-WK007數控電火花精密微孔加工機床
2023-2-9 來源:機床協會 作者:-
2022年10月10日,中國機床工具工業協會公布了“關于2021年度中國機床工具工業協會先進會員(十佳)的表彰決定”,共計20家會員企業榜上有名(含10家“自主創新十佳”,10家“產品質量十佳”)。為了更好地宣傳這些先進會員企業,協會傳媒部針對十佳企業及其產品組織了系列專題宣傳報道,以協會行業發展部提供的資料為素材,經與相關企業確認后在協會主辦的全媒體平臺公開發布,與業界同仁相互交流,共同進步。
—— 中國機床工具工業協會傳媒部
SE-WK007數控電火花精密微孔加工機床
蘇州電加工機床研究所圍繞高精度異形化纖拼花噴絲孔高精度、微尺度、大深徑比單孔及高精度多孔拼花的需求,深化精密微細電加工功能部件及關鍵共性技術研究,成功研發數控微孔電火花精密加工機床(見圖1)。該設備利用電火花放電蝕除原理,采用精密細長電極或圓電極加工各種形狀的精密微孔,主要用于新型化纖噴絲板等精密微孔的加工。加工精度與國外同類產品相當,達到國內領先水平。
其主要技術特點體現為:
(1)可加工 0.3mm 以下的微孔,精度高,表面質量好。
(2)采用簡單電極通過數控組合,可加工各種復雜孔形。
(3)能加工不銹鋼、黃銅、淬火鋼等各種導電材料。
(4)采用工控機控制,更換電極自動報警,自動轉換加工規準,自動完成群孔工件的加工過程;群孔孔位自動編程。
(5)顯示加工參數,坐標位置等信息。

圖1 產品圖片
一、結構特點
該機床共設置有5個數控軸:X、Y、W(主軸頭)、Z(電極伺服進給)、C(電極旋轉分度)。針對高檔噴絲板異形拼花高精度加工的特點,主機布局采用單立柱C型結構布局的對稱結構設計。電極及導向器自動交換系統,電極運動狀態檢測單元,電導率、溫度、壓力調控水質工作液系統,納秒級數字化微精脈沖電源,微細電加工間隙狀態快速精準檢測單元,專用微細電火花加工數控系統等單元組成。機床的整體布局及部件結構科學合理,具有足夠的剛性和精度保持性,數控軸的運動慣量分配合理、匹配,滿足電火花數控伺服加工的要求。設備饋電、工作液供給、密封防護等設計合理,運行可靠,使用安全;具有很好的人機功能、簡捷緊湊均衡,有良好的視覺效果。
二、技術創新
圍繞高精度異形化纖拼花噴絲孔高精度、微尺度、大深徑比單孔及高精度多孔拼花的要求,蘇州電加工機床研究所研發團隊對電火花精密微孔加工的相關技術進行了全面深入的試驗研究,主要開展了以下幾方面的創新工作。
1.微細孔電火花加工過程智能控制技術
在電火花微孔加工過程中,隨著加工深度的增加,加工間隙中的電蝕產物的排出越顯困難,越易造成燒弧、伺服不穩,加工效率降低,甚至造成廢孔;還有在電極剛剛穿出工件至完全穿透的區域,由于工作液從下端破口泄漏,加工區電蝕產物的排出更加困難,形成出口區域正常電火花伺服加工進展緩慢,既影響整體微孔加工效率,又影響了微孔下端邊口區域的表面質量。為此,研發團隊研創了一種“電火花微孔加工過程的智能適應控制策略”,在微孔加工過程中,數控系統依據放電狀態檢測信息、加工孔的深度信息以及伺服穩定性實時狀態,智能適應控制脈沖參數、伺服參數以及高頻振動參數,實現了微孔加工全過程的高效、穩定加工。
(1)放電狀態精準高速檢測技術。微細電火花加工中,放電能量很小,如何快速精準地檢測放電狀態,是實現微細孔電火花加工過程智能控制的關鍵。本機床采用高速器件檢測加工間隙的放電狀態,放電狀態檢測電路以可編程邏輯器件CPLD為核心處理單元,通過數據處理,判別微細電火花加工的正常、過渡、短路等相關狀態,檢測單元內部設計了溫漂補償處理模塊,可保證放電狀態檢測信號精度不受壞境溫度變化的影響。
(2)數字化微精加工脈沖電源及智能適應控制。超精脈沖電源是實現微細電火花脈沖放電的關鍵部件,要實現超光微細加工,必須能提供超窄的納秒級的放電脈沖。研發團隊研發了數字化納秒級脈沖電源。主振級采用CPLD可編程邏輯芯片組成可編程脈沖發生器。脈寬、脈間及電流參數等給定信號通過光耦隔離接至CPLD可編程邏輯芯片,由CPLD作智能譯碼,控制各參數間的合理制約和匹配,杜絕了以往傳統電源因各參數獨立調節,互相之間無制約,因參數設置不合理而易短路的弊病。通過篩選超低電阻和超低電感的同軸輸出饋線,解決了機床上雜散的分布電容和分布電感對加工的影響,通過成對配線方式最大限度地降低輸出饋線阻抗,達到超窄脈沖能量的低阻抗、低畸變、高速傳輸。該脈沖電源實現了納秒級的功率脈沖放大及傳輸,為精密微小孔加工提供了良好的基本條件。
(3)微細電極的微量進給伺服控制。電火花精密微小孔加工中,采用細長的微細電極,為了獲得對其優良的微量進給及伺服控制性能,研發團隊研發了細長電極絲滾輪連續伺服微當量進給機構,如圖2所示。滾輪伺服運動軸(Z軸)(電極絲伺服進給機構),電機經同步齒輪,帶動一對滾輪同步轉動,滾輪自動送絲完成電極的伺服進給,這種電極絲的伺服送進結構不但能順利可靠送進微細圓的或扁的電極絲,而且送絲精度高,伺服特性好,能適應細長電極絲的不間斷送進,不用頻繁換電極,滿足大批量微小孔加工的要求。
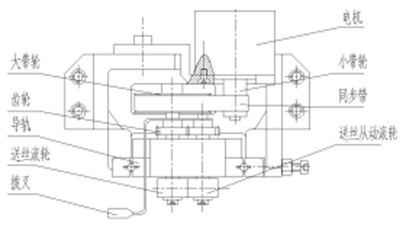
圖2 電極伺服微當量進給機構(Z軸俯視圖)
(4)微細電火花小孔加工中電極高頻振動及智能控制。該機床創新實施微細電極的高頻振動及振動參數智能控制,有效改善了微細孔加工的排屑及進出口加工狀況,取得了明顯效果。高頻振動器與電極絲的滾輪送進機構設計為一體,如圖3所示。在加工中,對進口、孔內、出口加工區分段,依據加工深度值,對電極高頻振動的頻率進行智能適應控制。與脈沖電源、伺服智能適應控制相結合,明顯提升了微孔加工的進出口精度和出口的穿透性。
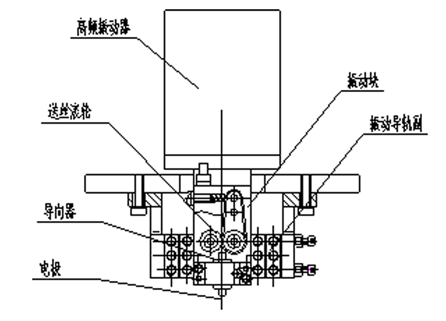
圖3 高頻振動器與電極絲的滾輪送進機構
2.智能數字化補償高精度拼花技術
(1)滿足高精度異形化纖拼花噴孔電火花加工要求的專用五軸數控精密主機研制。根據加工需求,該機床共設置有5個數控軸:X、Y、W(主軸頭)、Z(電極伺服進給)、C(電極旋轉分度)。針對高檔噴絲板異形拼花高精度加工的特點,主機布局采用單立柱C型結構布局的對稱結構設計(如圖4所示)。X軸、Y軸全閉環控制,同時作激光測量誤差補償,滿足了拼花加工時在XY平面極高的定位精度要求。W置于立柱上,可帶動安裝其上的C軸在垂直方向上下運動,C軸置于W軸前部,可帶動裝在其下端的多功能精密微孔加工頭(含Z軸)及電極導向器作任意角度的回轉定位,Z軸驅動電極絲通過安裝在C軸下端的精密電極導向器導向,實現電極的伺服進給。
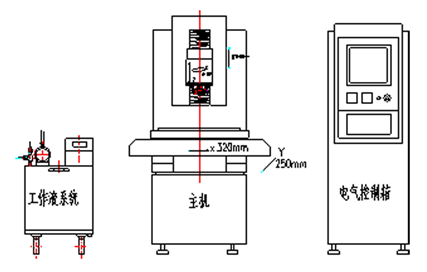
圖4 高精度專用機床主機布局
(2)高精度電極旋轉分度C軸。異形拼花微孔的每個窄縫的寬度只有0.04mm左右,電火花拼花加工后,其拼花精度必需小于0.006mm(見圖5),否則在100倍顯微鏡下觀察到的拼花形狀將是一個散花。C軸回轉精度決定了電火花拼花加工的拼花形狀精度,如圖6所示,C軸設計采用了大直徑0級高精度軸承支撐,采用交流伺服電機驅動,高精度圓弧齒同步帶減速以及海德漢高精度圓光柵反饋全閉環控制,實現C軸的高定位精度和重復定位精度。

圖5 圓周形異形化纖精密拼花孔
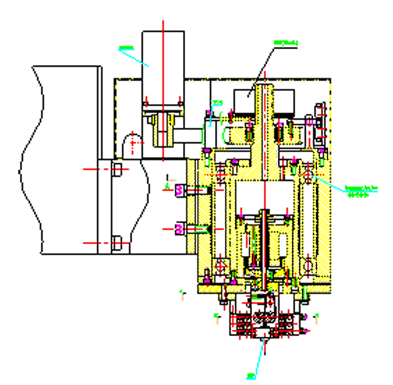
圖6 C軸結構圖
(3)依據C軸回轉中心,通過高精度X、Y、C軸對電極拼花位置進行智能數字化補償,拼花精度達到±0.006mm。研發團隊依據電極原點與C軸回轉中心的偏差數據,通過控制高精度X、Y、C軸對電極拼花位置進行智能補償的數控算法,解決了電極原點與C軸回轉中心偏差補償問題。加工時,數控系統自動依據電極原點與C軸回轉中心的偏差數據結合孔形編程數據,通過計算,控制高精度X、Y、C軸對電極拼花位置進行智能數字化補償,加工出理想花形(見圖7),拼花精度達到±0.006mm。
圖7 各種拼花圖形
3.四矩形精密寶石錯位組合微細電極精密導向器
電火花微孔加工中為了解決阻尼及耐磨問題,微細電極導向器導向部分的材料一般選用人造寶石、陶瓷等低磨損系數、高硬度材料。由于該機床是要對微細的扁電極進行精密導向,用寶石或陶瓷制作微小扁孔的整體導向器可行性不大,研發團隊創新研發了一種四矩形精密寶石錯位組合微細電極精密導向器,如圖8所示。該組合式導向器巧妙利用四矩形精密寶石相互錯位,在中間形成一精密導向孔(槽),該組合式導向器具有制作方便;可以組合形成很細微的精密導向孔;精度高導向器在組裝時,可以通過微調四塊寶石的配合間隙,使導向間隙控制在合適的范圍;既可實現對微細扁電極的導向,又可實現對圓電極導向;阻尼小、壽命高等優點。
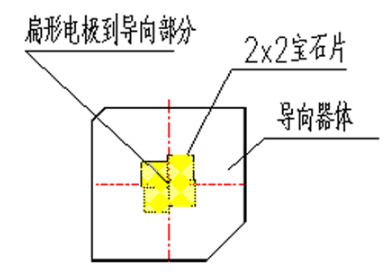
圖8 四矩形寶石錯位組合微細電極精密導向器
三、市場應用前景
本機床的技術含量較高,主要成果是實現采用簡單電極加工高精度拼花異形噴絲微孔,解決了高精度異形化纖拼花噴絲孔電火花加工的關鍵技術,明顯提升了電火花加工異形噴絲孔的水平。通過該機床成果的應用,對我國化纖行業的精密噴絲板相關制造企業的產業升級和轉型換代具有重要支撐和推動作用。
在該機床技術創新研究的基礎上,蘇州電加工機床研究所獲批參與2017年國家科技重大專項——“高檔數控機床與基礎裝備制造”——《精密微細數控電加工技術設備及開發》(編號:2017ZX04021001-006)研發工作,項目進一步深化精密微細電加工功能部件及關鍵共性技術研究,建成多功能精密微細電火花加工持續研究和集成驗證平臺,可為電加工行業企業技術開發及用戶需求提供試驗驗證服務,項目研究成果進一步推廣應用,可滿足汽車制造、航天航空、軍工、生物醫療、3D打印等相關制造業對精密微細電火花加工要求,如發動機噴嘴的噴油孔等,具有廣闊的市場及產業化前景。
(來源:協會行業發展部 責編:李華翔)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

