


【CCMT2024展品評述】 部分電加工機床展品評述
2024-6-5 來源:機床協會 作者:-
【編者按】CCMT2024(第十三屆中國數控機床展覽會)已于4月12日圓滿落幕。展會期間,主辦方中國機床工具工業協會有關分會組織人員針對本專業領域展品進行評述,現編發部分文章,供業界參考。文章觀點僅代表作者本人。
據評述組不完全統計,CCMT2024展會吸引了數十家境內外廠商展出特種加工機床130多臺(套),通過現場觀摩、資料收集和與參展廠商的技術交流,并結合特種加工技術與裝備的最新發展動態和市場需求,撰寫了本篇針對電加工機床的評述報告。
一、數控電火花成形機床
本屆展會共有12家廠商展出23臺數控電火花成形機床、1款電火花專用CAM軟件和3臺(套)自動化單元,參展產品在成熟度、可靠性、穩定性和自動化等方面均有不同程度改善和提升。
1.多款新品亮相展會
與CIMT2023北京國際機床展相比,本屆展會展出了幾款新產品,其中有北京市電加工研究所有限公司/北京迪蒙數控技術有限責任公司生產的歐索(OVSO)系列ADV600數控電火花成形機床、通用技術集團的AFU600五軸數控電火花成形機床、浙江艾格森智能制造有限公司的CNC-540S和CNC-450S數控電火花成形機床,以及群基精密工業(蘇州)有限公司的LN-60S鏡面電火花成形機床等,從這些展品中可看出一些新的技術特點。
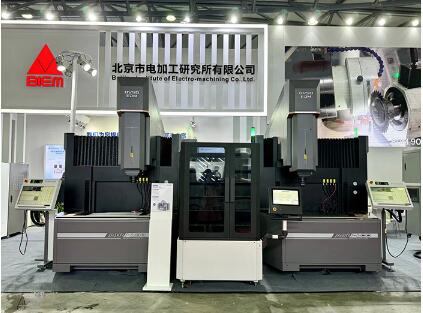
圖1 北京電加工所/北京迪蒙數控ADV600電火花成形機床

圖2 通用技術集團AFU600五軸數控電火花成形機床
ADV600電火花成形機床采用主機、電柜、油箱一體化設計,配備電極工具庫,數控軸重復定位精度<3µm,XY平面內由球桿儀檢測搖動圓度達到7.7µm;工作液槽液位高度可編程控制升降,沖/吸液閥可自動控制,1min內即可完成油槽工作液的快速注入和泄放,脈沖電源單元和油液系統配置溫控冷卻裝置。
AFU600五軸數控電火花機床采用牛頭式結構設計,數控軸全閉環伺服控制;脈沖電源具有高效率、低損耗、綠色的特點,可實現鈦合金、高溫合金等難加工材料的低損高效加工,機床直線軸定位精度<0.005mm,重復定位精度<0.003mm,A、C旋轉軸定位精度<15",重復定位精度<5",加工模具鋼最佳粗糙度≤Ra 0.08µm,加工硬質合金最佳粗糙度≤Ra0.15µm。
CNC-540S四軸電火花成形機床油槽自動升降,主軸內置C軸,直線軸定位精度0.005mm,重復定位精度0.003mm;CNC-450S三軸數控成形機采用一體式設計,具有智能定位功能,可自定義抬刀程式,可配電極庫,并提供數控系統終身免費升級服務保障。
LN-60S鏡面火花機配置石墨、鎢鋼專用電路,加工效率高,表面粗糙度≤Ra0.3µm以下;絕對式伺服控制,開機免機械回零;支持工業4.0通訊協議,支持遠程診斷、監控和調試,實現智能化無人加工。
2.自動化水平持續提升
以電火花成形機床為主體的自動化單元和產線逐步成為熱點,本次展會有10家企業展示了配置自動升降液槽、快換精密夾具、ATC刀庫和機械手等單元和部件的電火花成形機床,為后續形成自動化加工單元或組成自動化產線打下了基礎。
近年來,制造商對機床的設計環節越來越重視,對床身和重要部件采用有限元技術分析和優化設計,并采用高剛性、低熱膨脹系數的鑄造材料,以減少因熱變形造成的精度波動。閉環伺服控制系統已成為大多數中高端機型的標配,定位精度較高。部分參展廠商通過引入人工智能、物聯網和CAM等先進技術,大大提高了機床的自動化、智能化水平,主要表現在自動監控、遠程控制及易于編程等方面,如瑞士GF加工方案推出的獨立軟件編程模塊FORM eCAM,可基于真實的放電去除量,以工件和電極的3D裝配圖及預銑造型作為參照,由專家系統匹配工藝數據庫,進行EDM程序的模擬及優化,使機床發揮更優性能,大大提高了電極設計和加工程序編制的便利性和快捷性。
3.加工性能指標不斷提高
電火花成形機床的加工精度和加工表面質量與機床的機械精度、脈沖電源性能、工藝技術等密切相關。針對用戶的實際需求,通過大量工藝試驗,對工藝參數、工藝路線和控制策略進行優化,從而有效提高加工精度和加工表面粗糙度。如通用技術集團的AFU600最佳表面粗糙度小于Ra0.08µm,蘇州漢奇數控設備有限公司的HQ-U40可加工出直徑大于80mm、表面粗糙度為Ra 0.07µm的高表面質量鏡面樣件。
隨著石墨制備工藝的發展,以及受銅價上漲因素影響,采用石墨作為電極材料更具性價比。諸多設備廠商開發或進一步優化了石墨電極回路,加工效率、電極損耗和加工精度有了進一步提升。北京電加工所和迪蒙數控的ADV600d配置了專用的石墨加工回路以及相關的工藝數據庫和專家系統,廣東商鼎智能設備有限公司的CNC400采用石墨電極加工,其粗加工效率比銅電極的加工效率高了3倍,精加工效率高了5倍。通用技術AFU600的硬質合金加工回路,可實現無裂痕、低損耗加工;蘇州中谷實業有限公司EDM540H-ABC的NOW回路能夠明顯降低加工表面重鑄層厚度,適用于特殊材料異形孔、簸箕孔的加工;深圳米爾迪克精密機械科技有限公司的高精密鏡面火花機集成了鏡面、硬質合金、石墨加工等功能,能滿足多種工藝要求,并可實現深腔體的低粗糙度加工。
4.數控系統功能日趨豐富完善
近年來,我國特種加工機床企業積極開展創新研發,數控系統性能取得長足進步,自主創新能力也得到持續提升。本次展會上,國內參展機床的數控系統大多為基于Windows操作系統而自主研發或合作開發,具有數控軸聯動、三維搖動加工、螺距補償、自動回加工起始點、原軌跡回退、自動調取和變換加工參數、抬刀自適應等控制功能,人機界面友好,易于操作。蘇州群基的LN-60S采用絕對值編碼器或光柵尺作為數控軸坐標位置的反饋器件,從而省去了開機回機械零的操作;蘇州漢奇HQ-U40在內的大多數展品的數控系統分辨率達到了100納米級別,為機床的高精度加工提供了保障;迪蒙卡特的CTM550-ABC、迪蒙斯巴克科技有限公司的DR400S、蘇州中谷的EDM640S-CNC、深圳米爾迪克的AR50、廣東商鼎的CNC400等展品,都十分注重數控系統功能的實用性和融合性以及人機操作的便利性。

圖3 蘇州漢奇HQ-U40電火花成形機床

圖4 深圳米爾迪克AR50電火花成形機床
二、電火花微小孔加工機床
1.結構形式和配置更趨科學合理
經過多年的優化改進,機床的結構形式更趨向于工作臺固定的雙轉軸牛頭式結構,配置高精度旋轉頭和電極扶持器。英國Winbro 公司的HSD351為新推出的電火花小孔高速加工機床,一體式結構,轉臺可升降,直線軸定位精度0.008mm,重復定位精度0.006mm,旋轉軸定位精度20",重復定位精度15"。該機還配置了雙14工位的傳動架,可自動更換電極管,電極更換時間小于15s。蘇州電加工機床研究所有限公司的SE-GK020B為一體式六軸機床,配置了電極庫、電極更換裝置和電極扶持器。蘇州中谷的ZGDS406采用浸水式加工方式,工作液槽能根據放電位置自動升降,既保證了放電位置始終浸沒在工作液中,又便于操作者現場觀察,且特別利于工件的裝夾和調校。北京迪蒙數控的HS600采用一體化結構設計,配置了20把電極的刀庫和四工位導向器更換裝置,自主開發的數控系統功能齊全,自動化程度高,操作方便。

圖5 Winbro的HSD351電火花小孔加工機床
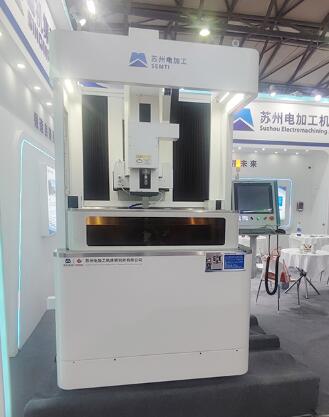
圖6 蘇州電加工SE-GK020B六軸數控電火花小孔機床
2.控制功能和加工性能日趨豐富完善
從展出的多軸數控電火花小孔加工機床可看出,經過幾年的發展,這類機床的控制功能和加工性能正日趨豐富和完善,在原有基礎上,又新增了一些新的功能,能更好地滿足用戶的需求。Winbro的HSD351采用六點定位方法檢測工件外型面,依據檢測數據對孔位坐標進行補償,加工中能對加工信號進行特征分析,精準判別孔的穿透。蘇州電加工所的SE-GK020B、北京迪蒙數控的HS600和蘇州寶瑪的BMD703A-400CNC,都具備加工孔穿透自動檢測和控制功能,采用多參數綜合智能判斷,控制其穿透深度,有效避免了放電灼傷葉片內腔對壁。蘇州中谷的ZGDS406專門在導向器回轉更換機構上安置了一個雷尼紹測頭,以此對工件的加工型面進行測量,測量數據通過無線傳輸給控制系統進行工件外形擬合,同時也作為工作液槽自動升降的依據。蘇州亞馬森的MS-DC435A配有工藝數據庫和專家系統,只需輸入工件材質、電極直徑、加工要求等條件,機床便能自動調取加工參數,能實現Φ0.1的細小孔、深徑比大于500mm的深孔和高溫合金材料小孔的低電極損耗加工。蘇州市寶瑪數控設備有限公司的BMD703A-400CNC電火花小孔加工機床采用自主研發的專用數控系統,采用數控編碼器與數控播放器通過網線連接,可對實時加工狀態進行遠程監控,加工過程中能同時進行繪圖和編程。北京電加工所的MH10對送絲機構做了改進和完善,連續送絲的穩定性和可靠性有了較大提高,30s之內可在不銹鋼材料上加工1mm深、直徑0.23mm的微孔,正反面公差≤±0.003mm。
3.加工范圍和應用領域進一步拓展
隨著新型發動機葉片的簸箕孔、化纖噴絲板噴孔等異形孔加工需求大幅度增加,各廠家推出的電火花小孔加工機床也開發了相應的功能模塊,專門研發相應的工藝數據庫和專家系統,實現異形孔的高效高質量加工。Winbro的HSD351在加工異形孔方面具有先進高效的解決方案,可加工出復雜的2D和3D擴散孔達到設計要求,操作人員可通過圖形用戶界面以3D方式查看零件,識別不滿足要求的特征,并可自動修正不合格孔。蘇州中谷的ZGDS406既能進行小孔的高速加工,還能進行氣膜孔異形導流口的放電銑削加工。
三、數控電火花線切割機床
1. 單向走絲電火花線切割機床
CCMT2024展會上,瑞士GF加工方案、日本發那科公司、日本西部電機公司、北京安德建奇數字股份有限公司、蘇州三光科技股份有限公司、上海通用控制自動化有限公司等幾家企業展示了多臺單向走絲電火花線切割機床,其中GF CUT F350、發那科α-C400ic和西部M35HP等機型屬于在市場銷量較大并具有技術代表性的。
(1)高精度及高加工性能
單向走絲電火花線切割機床主要由高精度機械主體、高精度運動軸控制系統、高品質放電加工裝置等三大部分組成。在提高機床精度上,瑞士GF加工方案CUT F350機床采用低熱變形礦物質床身,合理布局溫度和濕度傳感器,將冷卻液在礦物床身內循環及調節防護罩內的空氣,溫度控制功能確保將機床溫度穩定控制在±0.2℃范圍內。搭載分辨率0.05µm光柵尺、最小編程單位0.1µm的高精度數控系統,機床運動軸保持±2µm高定位精度和重復定位精度。結合IPG智能脈沖電源的應用,實現最高切割效率400mm2/min,最佳表面粗糙度Ra0.08µm的加工性能。
日本發那科α-C400ic機床通過強化機械剛性,抑制主機各部分形變,并在機床上安裝多個溫度傳感器及使用AI技術的熱位移補償功能,在室溫變化較大的環境下,仍能實現高精度穩定加工。同時在加工區域全范圍內,使用“步距誤差補償格子”的精細補償技術,保證加工區域任意位置都能獲得高精度,實現間距260×160mm的Φ15mm孔徑加工,孔中心精度誤差達到-1.2µm~+1.0µm。使用iPulse3放電控制系統,對拐角控制、階梯控制等實現高加工性能。
日本西部M35HP機床直線導軌安裝跨距采用超寬設計,導軌安裝面使用人工鏟刮技術,確保機床多年穩定的步距加工精度。北京安德建奇AW400機床、蘇州三光LA500A機床采用直線電機與精密光柵尺的高精度運動軸控制系統,在加工80mm厚拉鏈模具時,能夠將如直線連接R1.5mm小圓角的切割路徑的尺寸精度控制在10µm內。

7 GF加工方案CUT F350單向走絲線切割機床

圖8 發那科α- C400ic單向走絲線切割機床機床
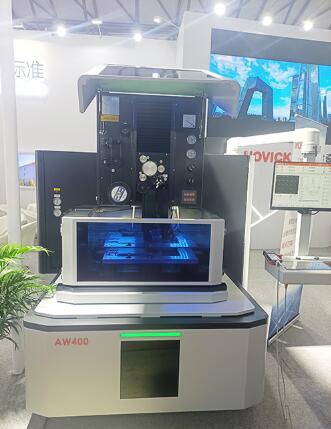
圖9 安德建奇AW400單向走絲線切割機床
(2)連續無人加工實現高運轉效率
實現連續無人加工的高運轉效率,需要不斷完善、優化單向走絲電火花線切割機床運行過程中出現的斷絲后自動穿絲及型芯自動處理等技術問題。日本發那科α-C400ic機床使用升級后的AWF3自動穿絲技術,實現500mm厚的水中穿絲和150mm厚工件的斷線后自動穿絲,通過電極絲前端的振動技術,實現噴嘴開放狀態下的斷線點穿絲或微小孔穿絲等難度較高的自動穿絲。瑞士GF加工方案CUT F350機床對于穿絲孔位置存在偏差而不能自動穿絲的情況,可提前設定自動尋找新中心位置的范圍,在此范圍內自動尋找穿絲孔的新中心點,在穿絲孔新中心位置自動穿絲后,自動切割到理論孔中心位置,并進行型腔后續加工。日本西部M35HP機床和GF加工方案CUT F350機床使用加工型芯熔合技術,型芯可在任意指定的位置焊接在型腔中,使得加工中的型芯不會掉落,機床可移動到下一個位置實現多個型腔連續加工。當所有型腔加工完畢后,操作人員一次性集中處理焊接著的型芯即可,提升了機床運轉效率。GF加工方案CUT F350機床還提供型芯自動拾取ASM管理系統,利用自動化機械裝置完成型芯切斷后將其移除到加工區域以外的工作,機床實現了全自動化連續運行。北京安德建奇AW400機床對于Φ3.0mm及以下尺寸型腔小孔加工,采用無芯加工技術,可自動生成小孔無芯加工路徑,將型芯切割為料渣,無需處理型芯,實現小孔模板切割無人連續自動加工。
(3)產業化自動線連接提升高可用性
智能化生產制造是未來的發展趨勢,自動化生產單元及自動化生產線在制造業應用越來越多。GF加工方案使用Work Shop Manager軟件對由多臺CUT F350機床、檢測設備、料庫、機械手組成的自動化生產線進行管理和監控,自動完成工作流程,如從料庫托盤上轉運裝夾后的工件、三坐標測量機測量工件并將測量值發給加工機床、機床完成工件切割、機械手將完工的工件轉運回料庫等,并監測加工過程和放電電源工作狀態,對偏離標準設定的狀態進行報警及采取對應的操作,避免自動化生產過程中出現廢品。日本發那科ROBOCUT-LINKi線切割管理系統,實現模具工廠物聯網管理,可組織、管理、監測多臺線切割機床組成的加工生產線,完成產業化自動線的任務管理與動態調度、進度監控與信息提取、數控編程與工藝參數優化支持、加工程序傳送、質量信息采集與分析等工作任務,提升了線切割機床在自動化加工生產線中的高可用性。
2. 往復走絲電火花線切割機床
據筆者統計,展會上共有18家企業展出了37臺具有多次切割功能的往復走絲電火花線切割機床(俗稱“中走絲機床”),機床在加工性能、自動化水平、產品外觀質量等方面都有了長足進步。
(1)加工性能指標進一步提升
最大加工效率與精細切割能力是中走絲機床兩個重要的技術發展方向。近年來,在脈沖電源最大輸出電流、加工狀態實時檢測及自適應進給伺服控制技術上有較大進步,20A最大加工電流也能夠正常穩定切割。上海特略精密數控機床有限公司中走絲機床在特定加工工藝方式下,最大加工效率達到650mm2/min,其它廠家中走絲機床也能夠在300-400mm2/min加工效率下長時間穩定切割。納秒脈沖電源及抗電解電源等技術在中走絲機床上運用,提升了中走絲機床精細切割能力和表面粗慥度指標,昆山瑞鈞機械科技有限公司和江蘇賽維斯數控科技有限公司中走絲機床最佳表面粗慥度達到Ra0.4µm,蘇州三光中走絲機床能夠使用直徑0.05mm細絲進行精細加工。對于中走絲機床,用戶更看重機床切一修一、切一修二的表面粗慥度及綜合切割效率的性能指標,在考慮精修刀后表面粗慥度的要求,為了進一步提高綜合切割效率,北京安德建奇MWE6 Pro-400中走絲機床第一刀切割效率從過去100-120mm2/min提高到180mm2/min,切一修一綜合切割效率>100mm2/min,切一修二表面粗糙度<Ra0.7µm,綜合切割效率>55mm2/min。蘇州寶瑪的BMA500C在脈沖電源方面進行了提升,切實提高放電間隙采樣信號的真實性,減小精修脈沖寬度,降低無效能量的消耗,有效提高了加工效率和穩定性,加工表面粗糙度達到Ra 0.6µm。
(2)新技術不斷應用
為了進一步提高中走絲機床切割精度與表面質量,企業將重點放在了提高中走絲機床的主機精度及消除電極絲張力變化、抖動對切割表面質量影響這兩個技術研究方向上。蘇州三光、蘇州漢奇等廠家將直線電機驅動技術應用在中走絲機床上,其中蘇州漢奇HQ-400FL機床400×300mm行程全程定位精度<2µm,江蘇南航來創科技有限公司LC400中走絲機床將易受溫度、內部應力變化而影響精度的床身、托板、線臂等部件采用了礦物質材料,機床精度穩定性有了進一步提高。在機床加工過程中,電極絲張力變化及抖動都會極大影響到切割表面質量和厚工件腰鼓度,傳統的機械彈簧式和重錘式張力機構正在被帶張力傳感器的智能閉環絲張力控制系統所替代,后者可依據切割材料、不同厚度而設定與其相適應的張力值,保證粗切及精修過程中穩定控制在所需要的張力值。浙江三奇機械設備有限公司2S00中走絲機床使用帶張力傳感器的智能閉環絲張力控制系統并優化加工工藝參數,在切割150mm厚工件時,腰鼓度可控制在3µm內。蘇州寶瑪的BMA500C采用雙向智能緊絲裝置和鈦合金加工回路,較好解決了電極絲張力不穩的問題,提高了切割精度和鈦合金加工的表面質量,配置的人工智能數據庫可大大降低對操作經驗的要求,加工一致性高達98%,該機還配置無電阻脈沖電源,降低電能消耗40%以上,機床占地面積也節省20%。

圖10 蘇州寶瑪BMA500C往復走絲線切割機床
(3)自動化水平持續提升
近年來自動穿絲、工作液槽自動升降技術在中走絲機床上得到應用,已有多臺中走絲機床與機器人組成的產業化自動生產線在用戶落地使用,極大提升了中走絲機床的自動化技術水平。展會上,北京安德建奇、昆山瑞鈞、蘇州賽維斯、河北卓坳科技有限公司等4家企業展出5臺帶自動穿絲裝置的中走絲機床,標志著自動穿絲技術在中走絲機床上已經實用化,并且還在繼續升級與迭代中。北京安德建奇MWE6 Pro-400與昆山瑞鈞FR400中走絲機床對于Φ3.0mm及以下尺寸穿絲孔,50mm厚工件自動穿絲時間<40s,穿絲成功率>98%。河北卓坳HJ650A-ZD中走絲機床能夠滿足階梯型工件自動穿絲,對于>Φ3.0mm穿絲孔、100mm厚工件自動穿絲時間<50s,剪斷絲后自動收絲到儲絲桶僅需要9s。昆山瑞鈞FL8560中走絲機床為了解決大型機床一般需要兩個人員協助完成人工穿絲問題,在上立柱與上導絲輪之間增加了一套自動夾絲與送絲機構,這樣,僅由一名操作工就可以完成大型機床的手動穿絲。

圖11 昆山瑞鈞自動穿絲機構
(4)快速應對市場新需求
中走絲機床在大型壓鑄、塑膠模具加工和3D金屬打印件基板切割,以及核電、航空航天一些大尺寸零件加工上的應用場景越來越多,部分廠家快速響應這一新的市場需求,開發出大行程、重載并能進行大厚度零件加工的中走絲機床。蘇州三光展出的HB1600中走絲機床,X、Y軸行程1600mm×1200mm,最大切割工件尺寸2400mm×1540mm×1000mm,最大工件重量8000kg,工作液槽自動升降,極大方便了重型、大尺寸工件裝夾與加工。昆山瑞鈞FL8560中走絲機床,X、Y軸行程850mm×630mm,按照重載機床結構設計,可滿足最大重量5000kg工件的加工。杭州華方數控機床有限公司HF500AM中走絲機床現場演示10mm×10mm方形1000mm厚零件切割,切割零件表面平整,尺寸誤差及腰鼓度<0.06mm,切割效率≥75mm2/min。泰州市江洲數控機床制造有限公司展出一臺為用戶特殊定制的中走絲機床,X、Y軸行程1000mm×630mm,最大切割高度1500mm,機床帶四連桿機構錐度切割裝置,最大切割錐度±30º,滿足用戶高尺寸桶狀帶錐度內腔的零件精密加工需求。
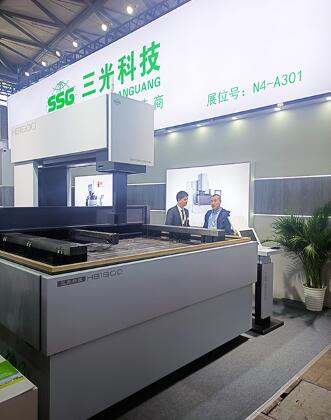
圖12 蘇州三光HB1600往復走絲線切割機床
(來源:協會特種加工機床分會展品評述組 責編:張芳麗)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

