


摘要:探究PIC在萬能銑床電氣控制系統中的應用,了解電氣控制系統的組成以及具體應用的方法。借助PLC原理和電路系統控制表,表現了電力控制系統軟件設計過程。通過描述PLC的特征、組成以及控制的過程,表現了這種電氣控制系統安全性和穩定性非常高。PLC電氣控制系統運行非常安全,技術可靠,為電力系統安全運行起到了重要作用。
在我國,數控技術的發展起步較晚,并且該系統存在很多不足,研發和更新的速度較為緩慢,因此對于相關的企業單位來說,生產過程中不需要使用過于先進的電動機床,而萬能銑床這一類的電氣機床還是可以研發出來的,但如何提高該數控系統的安全性和穩定性成為技術人員和企業首先考慮的問題。此外,數控產業是我國重要的產業類型,在生產以及加工零部件方面具有一定的優勢。數控銑床控制系統可以將機械加工提升到新的層面,在推動電子產品發展方面有重要意義。PLC是一種電力控制器,是通過數字或者模擬量對機械進行控制的設備,對于生產過程起到了一定維護和調節作用。
1 、PLC的基本結構組成
PLC是一種可以編程的可用控制器,主要是通過內部的可編程和存儲的電子設備實現編程和控制的,可以執行的功能有各種邏輯運算和系統設備的定時控制等,通過這些操作可以使機械過程中的數字輸出和輸入變得可控[1]。總體來說,PLC 實際上就是一種用于工業控制的計算機設備,基本的功能如下。
(1) 電源構造
PLC的電源是非常重要的部件,如果設備的電源不能及時和高效的使用,會嚴重影響到設備的正常工作,也正是因為這種狀況,生產制造廠家都對電源的設計和生產非常注重。設備交流電的電波一般控制在+9%(+10%) 以內,值得注意的是不能將PLC在沒有任何防范措施下接入到系統的交流電中[2]。
(2) 設備的中央處理單元
設備的中央處理單元又簡稱為CPU,是系統實施控制功能的中樞部件。可以存儲由編程器鍵入的數據和應用程序,主要的功能是負責對電源狀況、系統存儲單元以及定時器進行實時檢查,要能對用戶程序中語言輸入的錯誤狀況予以診斷[3]。在邏輯控制器運行之前,可以將設備的輸入狀態與設備的數據一起存入設備的印象區域,再從存儲器中讀出用戶的應用程序,對命令進行了解釋以后,邏輯和運算都符合規定就可以將最終的運算結果存入設備的數據存儲器中。在設備中的所有程序都已經運行結束后就可以將印象區域的所有數據傳輸到設備的輸出裝置中去,可以一直循環操作[4]。
(3) 設備內存儲器和接口電路
一般,用來存放系統軟件的存儲器被稱為系統存儲器,而存放應用軟件的存儲器則被稱為用戶存儲器。接口的輸入電路為光耦和電路,可以很好的控制接口與界面的輸入通道。
2 、PLC的工作原理
這種可編程的控制器運行一般可分為兩個操作階段,操作順序為輸入時的采樣和程序的執行。這兩個階段的具體內容如下。
(1) 采樣輸入階段
在采樣輸入階段中,PLC控制器讀取數據的方式是以掃描的方式完成的,在掃描完成后可以將數據依次存入到設備的印象區域內[5]。在完成了采樣以后,可以對用戶的執行程序和輸入程序進行刷新。如果系統內的數據發生變化,也不會影響到印象區內的數據。所以,如果系統輸出的信號是脈沖形式的,那么,信號寬度就要比一個掃描周期大,只有這樣才能保證輸入的數據全部都被讀取到。
(2) 程序的執行方式
在該階段,PLC控制器是以梯形圖的方式進行掃描的。掃描時可以先掃描接觸點上的控制線路,邏輯運算可以沿著控制路線自上而下進行,最后可以根據運算的結果對設備存儲區域內的邏輯線圈進行刷新,還可以刷新出設備印象區域的輸出線圈[6]。
3 、PLC系統的應用特征
(1) 應用便捷,程序編寫簡單
PLC 控制系統編寫語言的過程是應用梯形圖、邏輯順序圖以及編程語言的列表等,因為結構相對簡單,不需要過于復雜的程序語言,因此不用通過復雜的計算機知識就可以完成整個系統的程序編寫。此外,鑒于設備系統的開發時間相對較晚,因此,在現場調試時較為容易,在對程序進行修改時也不用將內部的硬件拆除。
(2) 設備可靠性強
一般的繼電系統都在使用各種相間的繼電器和時間控制繼電器,這些繼電器因為需要與各種線路進行連接,如果有一個線路的接觸點發生故障,就容易引發整個系統的故障,造成經濟損失。PLC 控制系統的應用可以取代各種繼電設備,只需要使用少量的輸出或者輸入的硬件,造成事故的幾率大大減少。此為,PLC還采用了一些抗干擾的設備,無故障的平均時間可以達到幾千個小時,非常適用于干擾強的生產車間。
(3) 系統的設計和調試工作
因為PLC漸漸取代了大量的繼電器,因此使繼電器的調節和控制工作減少。用戶可以在室內對系統進行調試,輸入的信號可以通過小型的開關模擬進行,觀察輸出信號可以通過PLC上面的二極管實現。在系統安裝和接線都完成以后,對于調試中出現的問題可以通過修改程序來解決,調試的時間也比傳統的繼電器調試時間少。
4、數控銑床的基本構造和控制標準
數控銑床的構成有控制機械、CNC控制器、全數字形式的交流驅動器系統、PL編程控制器以及變頻器設備等[7]。CNC控制器負責顯示系統的位置、程序的編寫和程序的運行、系統參數的運算、診斷以及報警等;驅動器則需要完成系統的插補計算和控制;變速器一般完成系統主軸的速度調節,通過控制可以操控主軸的轉動速度和轉動方向;而在銑床中PLC負責電氣控制系統的故障診斷。
從系統的控制標準上看,數控銑床的控制階段分為主控系統的控制和系統的輔助控制兩個方面,而系統控制中的主軸控制又可以分為方向控制和一些進給軸的控制,因為需要控制的單元很多,因此要使用PLC電氣控制系統,以減少繼電設備的使用。輸出端口在對接觸器實施控制的過程中,可以最終控制到主控系統。PLC的輸出端口可以與數控銑床控制系統的一些電氣設備連接從而實現報警功能。CNC控制系統控制器可以通過PLC的程序實現各項操作功能,最終還可以實現系統故障的排查和修補[8]。一般,PLC的輸出或是輸入的端口都是與系統內的變頻器和CNC相互連接的,PLC系統可以對數控銑床的開關以及內部構建進行檢測,報警可根據檢測的最終信號實現,在檢查故障時可以先將電源切斷,以確保系統安全,還有冷卻控制以及潤滑控制等功能。
5、PLC在數控銑床中的電路以及軟件設計
(1) PLC的系統設計
為確保數控銑床控制系統的故障診斷符合標準,就要選擇質量合格的編程控制器,本文以SYSMACCPMIA型控制器為例進行論述,該控制系統數據輸出接是30點的,有23個輸出節點,可輸出15個控制點,編程控制器結構為輸出和輸入型,并且結構的安裝調試非常方便,響應的速度較快。
PLC的映像通道可以按照電氣控制構建特征以及控制標準進行分配,PLC在系統中可以與各種電氣設備連接,從而達到系統檢測功能。PLC印象區域如表1所示。
表1 印象區域地址分配表

(2) PLC的控制軟件設計
通過設備的通信接口,PLC的輸出和輸入地址可按照程序編制的梯形圖(如圖1所示) 實現程序的控制,控制程序可以控制兩個部分,分別是主軸的控制和進給的主電路控制,在控制完成以后,就可以按照CNC控制器和系統變頻器控制系統的輸入和輸出實現系統的報警和故障的消除。一般,PLC的可靠性和安全性較高,PLC系統內的輸入和輸出點以及開關部位容易出現故障。因此,在對系統實施設計時,要優先考慮系統是否具有檢測系統故障的功能,以使整個系統的安全性和穩定性提高。
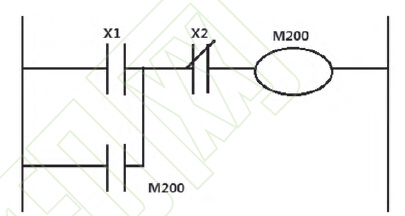
圖1 梯形圖
(1) 在對銑床軟件進行設計時,首先要注意電源的開關是否已經斷開,控制信號預留的種類也是有要求的,一般需要留有強電關閉信號,無論設備信號處于什么狀態,都要首先斷電處理。通過上面的圖2就可以顯示出,在關斷信號處于X2部位時,信號啟動效果無論處于什么狀態,繼電器都要被切斷,但是X2為0時,系統啟動信號變為1,才可以重新啟動繼電器,與此同時,只有繼電器的接觸點自動鎖住,繼電器則可以繼續保持關閉狀態。
(2) 動作互鎖控制也要非常注意,一定要控制好主軸轉動的方向和發生的動作路徑,在發生這兩種變化時,為確保方向和路徑不發生偏差,要采用必要的互鎖控制。互鎖信號可以應用M200和M210兩種常閉接觸點,可將這兩個接觸點并入到控制回路中去,這樣就可以保證繼電器和M210其中一個是啟動的先決條件,另一個控制回路就一定要將電源關閉。如果有一個回路在啟動后都可以確保另一個回路電源自動關閉,這樣可確保兩者不會同時發生動作。
(3) 在注意了互鎖控制以后,就要注意順序連鎖的控制,銑床的運行控制是有嚴格要求的,拉伸機上得到了推廣應用,既為企業節約了維修工時和費用,又為企業生產任務的完成提供了可靠保證,創造了可觀的經濟效益。
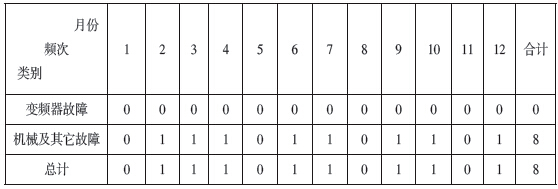
表2 2014年度變頻器冷卻方式改進后的故障情況統計數據表
6、結束語
改進后的變頻器冷卻方式有效地拓寬了變頻器的使用空間和時間,特別適用于一些較狹小且溫度濕度較高,通風散熱條件較差的環境,對于同類場所和環境條件下的生產企業具有一定的推廣應用價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

