


摘要:利用自磨刀具,在普通銑床上加工特殊結構的牙嵌式離合器。給出自制刀具刃磨角度及相關工藝。
關鍵詞:牙嵌式離合器刻刀特殊銑削
牙嵌式離合器常見齒形有矩形、梯形、尖齒形和鋸齒形等。通常使用三面刃銑刀、立銑刀或角度銑刀在銑床上進行加工。但有些牙嵌離合器帶有零部件,在銑床上利用傳統方法很難完成。為此,嘗試自制刻刀在普通銑床上對特殊結構的牙嵌式離合器進行加工。牙嵌式離合器零件見圖1。
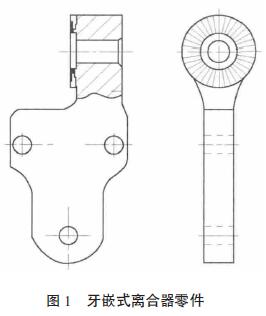
普通牙嵌式離合器的銑削,其難易程度的大小,主要由離合器內圈直徑的大小決定。特別是偶數矩形齒離合器,如內圈直徑過小,由于退刀距離短,銑刀直徑受到限制,給銑削加工帶來很大困難。圖1所示牙嵌式離合器內圈直徑僅10mm,靠近齒部的凸臺也限制了普通盤形銑刀的通過。因此,用普通盤形角度銑刀無法進行加工。若要在銑床上進行加工,只有磨制特殊銑刀。
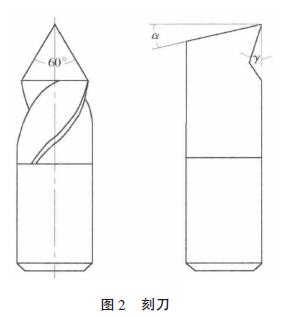
(1)改磨銑刀。利用舊的普通鍵槽銑刀或立銑刀,刃磨成刻刀(圖2)。加工有色金屬材料時,前角γ 和后角α 應取較大值(γ=15°~30°,α=10°~20°),以保證刻刀的鋒利;加工碳鋼等塑性材料時,前角γ 和后角α 的取值應適當小一些(γ=8°~15°,α=5°~10°);加工鑄鐵等脆性材料時,前角γ 和后角α 的取值應更小些,以避免刻刀刃口崩裂。刻刀刀尖角(圖2 中刀尖角60°),應根據工件齒槽角的大小而定,但刃磨時要確保兩刀尖半角對稱,即兩個30°的刀尖半角應對稱于通過刀尖的中心平面,否則,刻出的齒槽容易產生歪斜。另外,刻刀刀尖應進行精心修磨,以形成R=1mm 左右的刀尖圓弧,防止刀尖崩裂。
(2)刻刀裝夾。用彈簧夾頭將刻刀夾緊在X5032 立式銑床主軸上。轉動銑床主軸,調整刻刀位置,使刻刀前刀面與銑床工作臺的縱向運動方向垂直(若不垂直,刻出的齒槽容易歪斜),并將銑床主軸制動開關接通,保持刻刀位置固定不動。如果銑床沒有主軸制動裝置或主軸制動裝置失靈,則應將主軸轉速調至最低,以增大轉矩,最大限度地防止刻刀扭動。
(3)裝夾工件。將工件夾緊在校正好的萬能分度頭的三爪卡盤上,并扳轉萬能分度頭,使其主軸軸線與銑床工作臺面成85° 40′ 的傾斜角,按n=40/Z 進行分度計算和調整。
(4)刻刀對中心。采用劃線法或試刻法調整刻刀位置,調整橫向工作臺使刻刀刀尖通過離合器在工作臺橫向方向的中心,并緊固橫向工作臺,搖動縱向工作臺控制進給方向。
(5)調整刻銑深度。采用試刻的方法確定刻銑深度,保證離合器外圈齒頂寬度0.15mm,以便于兩牙嵌離合器順利嵌合。若齒頂過尖,將影響兩離合器嵌合時的接觸面積,甚至不能順利嵌合。如果離合器齒槽較深時,應分層刻銑,直至達到規定要求。
(6)分度銑削。經試銑調整好刻銑深度后,就可利用萬能分度頭進行順序等分,搖動縱向工作臺依次刻銑出離合器的所有齒。注意,應采用手動均勻進給,且進給方向應從離合器內圈開始切入,從離合器外圈切出,以避免刻刀與工件上的凸臺發生碰撞,保證刻銑順利進行。
自磨刀具刻制牙嵌式離合器的方法,不僅適用于加工特殊結構的尖齒形離合器,也同樣適用于加工特殊結構的其他齒形離合器。對帶有不同齒形離合器的注塑模、橡膠模等小型模具的銑削加工也非常適用。既可解決銑削加工難題,又能顯著降低加工成本。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

