


重型數控車銑床銑軸故障分析及改進
2020-12-16 來源:杭州汽輪機股份有限公司設備處 作者:林元潔 徐文 鄭裕斌 郭凱凱
摘要: 針對銑軸(S2軸 )在加工過程中使能被復位的問題 ,通過報警提示信息 ,分析銑軸 夾緊 / 放松檢測控制原理和液壓原理 , 找出原因 ,合理修改 PLC 程序 ,消除故障。
關鍵詞 :液壓原圖 ;伺服使能;修復;PLC 邏輯
0、引 言
重型數控車銑床機床是2013 年從德國引進的具有車 、銑 、磨和帶有靜壓中心架的重型數控機床 ,其過床身旋轉直徑少2200 mm ,兩頂尖最大距離9000mm ,最大加工工件重量60t, 主軸電機功率2x185kW ,銑軸電機功率50kW ,磨頭電機功率11kW,數控系統采用目前最先進的SIEMENSSimimerik840DSL ,是公司加工大轉子、帶縱樹型葉根槽轉子的關鍵設備 。
在汽輪機轉子縱樹型葉根槽加工過程中 ,不能出現由于數控報警造成機床突然停機中 斷加工 ,嚴重的會造成銑刀卡在轉子縱樹型葉根槽中 ,導致價值百萬元以上的汽輪機轉子報廢 。在加工過程中 ,頻繁同時出現兩個報警 : ①21612 軸 S2/ MS2 ,使能復位報警 ; ②701458 銑刀主軸已夾緊和鎖定報警 。造成銑軸停 止,進給軸停止。復位報警 ,重啟程序又能正常加工 ,過段時間后同樣的報警重復出現。
1、故障分析
查看報警號,21612 提示銑軸(S2軸 )控制器使能 DB36 .DBX2 .1 使能丟失 ,結合 701458 報警提示 ,初步判斷由于銑刀主軸的 夾緊和鎖定狀態不對 ,引起數控報警停機 。按照銑軸液壓原理圖 中銑軸夾緊放松原理和作用 ,手動按壓面板銑軸夾緊按鈕g head或 MDA 方式下執行 B軸旋 轉 ,Y4電磁閥得電 ,壓力值 6MPa(60bar),壓力開關動作 ,銑軸夾緊 ;手動按壓銑軸放松,Y4失電 ,電磁閥歸位 ,油回油箱 , M13 - B51 V( I51. 7) 為“1”, 銑軸處于放松狀態 。放松時允許銑軸(S2 軸)加工。壓力開關M13- B51V(151 .7)是具有高低 壓雙點 功能的 可設置帶數值顯示的壓力開關 ,出于安全考慮 ,廠家設定低壓值為 0.2 MPa( 2br) ,也就是說 , 在加工狀態下 ,壓力大于0.2MPa時 ,銑軸處于 夾緊狀態 ,銑軸( S2軸 )控制器使能DB36.DB X2 .1 被復位 ,銑軸立刻停止。為何在沒有銑軸夾緊指令的情況下 ,壓力開關M13-B51 V( 151.7)會檢測到大于0.2 MPa的壓力 導致報警 。對 引起該壓力 開關輸出“1” 信號 的原 因進行逐一排查 。
(1)接觸不良檢査兩端接線端無松動 ,連接 纜無破損或斷線 。
(2)壓力開關本身故障 ,檢查壓力 開關壓力設定值 , 調整壓力值反復測試高低壓觸點靈敏度 ,功能正常。
(3) 系統壓力值是否正常 ,依據液壓原理 圖分析 ,系統壓力正常 ,壓力開關M13 -B51V 所在油路在銑軸加工過程中是不可能會有壓力的 。進一步檢查發現該壓力開關實際 安裝位置與液壓理圖不符。機床廠家在安裝該元件時沒經過單向閥 ,而是直接安裝在了油缸的下端 ,銑軸放松泄油之后 ,由于油管中存有少量的油 ,該液壓油在加工中因油管抖動產生負力 ,使 壓力開關的下限壓力值上升達到02MPa,從而導致力開關動作 ,產生誤報警 。如果在加工帶 樹型葉根槽轉由于誤動作報警而導致銑軸( S2 軸 被復位 ,將致命的造成刀具損壞甚至 工件報廢的可能 。
2、故障改進
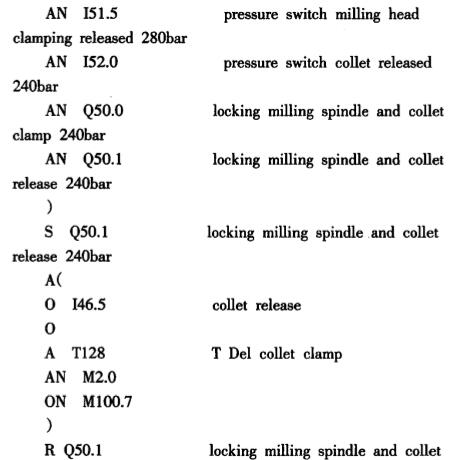
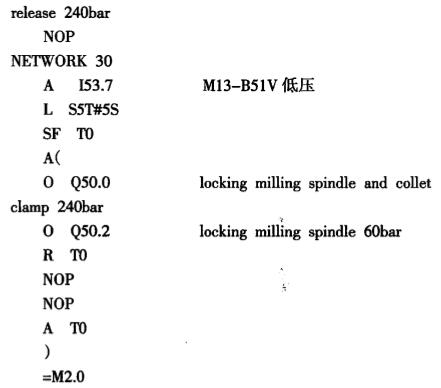
由于機床安裝空間有限 ,無法按照原液壓原理圖的 位置安裝該壓力 開關( 猜測機床廠家因此更改安裝位置 )。而且備件購買周期長,生產任務緊 ,為此 ,放棄更改油路布局修復故障的方案。 利用現有條件,在不影響 加工、不新增任何元器件的情況下,利用現有的壓力 開關該壓力開關帶有髙壓和低壓 )和一個空余PLC輸人點( 153.7 ) ,匹 配壓差值 、調整合適參數 ,完善油路 PLC邏輯控制 ,從而達到修復該故障的目的 。在低壓 到達(不與正常操作 沖突) 的情況下 ,控制電磁閥 M14-K50E(Q50.1 )Y3動作 ,以達到清空 油管余油 的效果。修改程序后,故障消 除 , 機床運正常 。 程序修改如下。

3 、結論
840DSL 系統的數控機床 , 當其出現 NCK報 警 21612時 ,要結合同時出現的其他報警 、出現故障的具體情況 ,以及該機床的相關特性 ,具體情況具體分析 ,不能一味依靠維修經驗 。由于機床液壓設計安裝 的硬件原因 ,導致該故障 的頻繁發生 ,通過軟件方式進行處理 ,不僅節省了維修材料和 因購買備件停機造成的損失 ,更規避了由該故障導致可能導致的工件報廢風險 ,而這樣的報廢風 險其損失是不可估量的 。本次機床安全隱患排除 ,為設備維修工作拓寬了改進思路 。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

