


數控銑競賽典型零件的加工
2022-8-23 來源: 廣東省機械技師學院 作者: 陳泳桓
摘要: 本文是數控銑競賽典型零件的加工,目的是解決零件圓孔的垂直度精度一直達不到要求的技術難點,通過對零件圖的分析,裝夾方案的確定,制定合理的加工工藝。依據所加工數控零件結構的性質,以及在銑床上銑孔加工的特點,找出位置尺寸及形位精度,利用軟鉗口、工藝臺及塞塊對零件的圓孔進行銑削加工并保證其垂直度,最終通過該工藝方法成功解決了該技術難點。
關鍵詞 : 典型零件 ; 技術難點 ; 工藝 ; 垂直度
作為世界技能大賽數控銑項目的之一,零件圓孔垂直度精度加工一直是個難點,具有內腔鏤空、難以裝夾、易變形等特點。在選手多次實訓過程中發現零件的圓孔垂直度一直達不到圖紙要求。了解到選手的相關加工工藝后,對工藝進一步優化,通過使用塞塊、專用軟鉗口、螺紋千斤頂以及工藝臺來保證刀具旋轉軸線對零件定位表面有正確的相互位置,從而保證該尺寸的形位精度。
1. 零件圖紙分析
從圖 1 可以得出零件形狀比較復雜,加工工序多。零件整體外形可裝夾位置少,接觸面小,內腔鏤空,懸臂結構伸出長剛性差。ф24(位置F11)的圓孔垂直度一直達不到要求,經過分析可采用多次定位裝夾,并且互為基準原則,先雙面開粗加工后再精加工、優先加工基準面再加工孔,并保證 ф24 圓孔垂直度加工時和基準面重合。
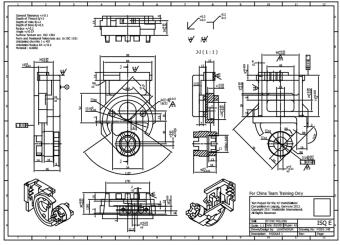
圖 1 零件圖
2. 零件加工工藝分析
該零件表面質量和精度要求高,從精度上考慮,如何控制零件的變形量在精度范圍內是該零件加工的最大難點,通過對該零件的精度要求、材料及設備等原因進行分析,主要有以下幾個方面 :
(1)毛坯本身內應力引起的變形切削力。
(2)夾緊力引起的變形。
(3)切削力及切削熱引起的變形。
(4)其中影響最大的時夾緊力引起的變形。為解決上訴問題,提出以下解決方法。
2.1 改進零件的傳統夾裝法
對于該內空的薄壁件,使用以下的夾裝辦法,以減少變形 : ①填塞法。在零件的內部填塞賽塊,使零件在裝夾時不受裝夾力影響。②留出合理的工藝臺。在零件的懸空位置以及裝夾位置留出工藝臺,加強加工剛性和減少裝夾的變形。
2.2 合理安排工序
動態銑削時,由于刀具快速間斷式進給切削,整個過程會產生沖擊,影響零件精度和表面粗糙度。所以,數控動態銑削時工藝一般可分為 : 粗加工、清底面余量和清圓角、半精加工,最后精加工等工序。
2.3 薄壁、空型零件處理方法
薄壁件、鏤空類零件在加工時容易因為裝夾力而變形。裝夾力過小,零件容易因為加工而松動,裝夾力過大,零件會產生變形,為控制零件變形量最小,可以在零件半精加工之后準備最后一步精加工時,把虎鉗輕微的松一下,讓零件能自然回彈釋放部分應力,然后再輕輕夾緊,保證剛好能夾緊工件,獲得較好的加工效果。夾緊原則是力的作用點最好在支承面上,夾緊力方向作用在工件剛性最好的方向上,在確保工件不松動的前提下,夾緊力越小越好。
2.4 夾具的選擇
夾具選擇主要有以下幾點 :
(1)夾緊機構不對零件造成干涉。
(2)零件夾緊變形小。
(3)裝夾快速方便。
(4)夾具結構簡單。
(5)夾具便于定位元件。
3. 加工工藝路線
該零件宜采用帶測力裝置的平口鉗、專用軟鉗口、壓板及輔助塞塊便能滿足加工。
(1)用平口鉗夾持毛坯 100mm 寬尺寸端面為粗基準,對正面進行粗加工留出 98mm 尺寸工藝臺。
(2)用平口鉗夾持 98mm 尺寸端面對反面進行粗、精加工。
(3)將塞塊填塞至反面凹槽裝夾,裝夾時校正零件平形度(小于 0.01mm),清根正面裝夾工藝臺并精加工正面,如圖 2 所示。
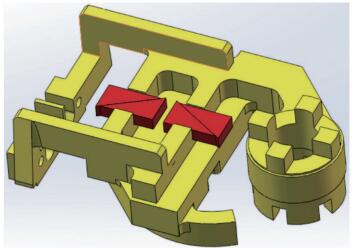
圖 2 反面填塞示意圖
(4)銑削專用軟鉗口安裝在平口鉗上,同時夾持 94mm 與 78mm 端面并清根工藝臺(不包括懸臂工藝臺)及精加工正面,再利用用壓板壓緊正面懸臂部分,底部用螺紋千斤頂做好支撐,并清根懸臂工藝臺,如圖 3 所示。
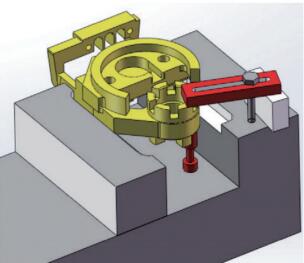
圖 3 支撐裝夾示意圖
(5)側向安裝平口鉗裝夾零件加工側面。
4. 結束語
通過本次零件加工設計,利用相關軟鉗口、塞塊、螺紋千斤頂及壓板配合合理的加工工藝,成功克服了 Ф24(位置 F11)的圓孔垂直度達不到要求的難點。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

