
【CCMT2024展品綜述】電加工類機床
2024-4-7 來源:機床協會 作者:-
【編者按】CCMT2024(第十三屆中國數控機床展覽會)將于2024年4月8-12日在上海浦東 上海新國際博覽中心舉辦。本屆展會展出面積20萬平方米,是迄今為止中國境內最大規模的機床工具專業盛會。為使廣大參觀者在展前概要了解展會和展品,主辦方中國機床工具工業協會市場部和部分分會根據展商提交的展品資料,整理了部分主機、功能部件和工具類的展品綜述,將陸續發布。主機類包括加工中心類、車床類、復合機床類、磨床類、龍門加工中心、鉆鏜銑類、齒輪機床類、激光加工設備類、電加工機床類、成形機床及其它類機床;功能部件包括滾動功能部件、機床附件和數控系統。
一、概況
據已有資料顯示,電加工機床展商約32家,展出各類電加工機床約60臺。主要展品有電火花線切割機床(單向走絲、中走絲)、電火花成形機床、電火花穿孔機床、電火花微孔加工機床等。截至2024年1月20日,在展品系統中提交資料的展品詳情見文末鏈接附件《電加工類機床展品清單》。
二、主要技術特色
1. 智能化自動化水平持續提升。大部分參展廠商對機床的自動化功能持續優化,合理分配人機功能,在機床的操作功能、控制功能、脈沖電源適應控制、運行日志生成和維保提示、聯網功能和遠程監控等方面的自動化、智能化水平又有了進步,以此進一步提高用戶使用體驗的便捷性。
2. 脈沖電源控制策略進一步優化。針對各類機床不同工藝特點和加工要求,對工藝參數及控制策略進行改進,如納秒級脈沖電源、放電波形優化、放電狀態快速檢測、脈沖參數微觀適應控制、工藝過程的宏觀適應控制,工藝數據庫、專家系統等等,以此提高加工穩定性、加工表面質量和加工效率。
3. 多措并舉,進一步提高機床精度。優化床身結構設計,提高機械剛性,減小應力變形;采用礦物鑄件床身,提高機床整體穩定性;運動軸配置精密位置反饋元件,實現閉環控制,保證機床的運動精度;配置精密傳感器,實時檢測和反饋機床內部溫度并進行補償,減小因熱變形造成精度波動。
4. 注重外觀造型,提升機床品位。參展機床的整體造型、外觀涂裝有了進一步提高,參展商對機床的整體布局、功能部件的布置、外型線條和色彩塔配等方面十分重視,在保證功能和性能的基礎上,采用先進的外觀設計,中小型機床較多采用一體式結構,提升機床的品位和觀感,這在往復走絲電火花線切割機床上有著較為明顯的體現。
三、典型展品
限于篇幅,本文僅擇取不同種類的共33臺機床作簡單介紹,如要全面了解,讀者可親臨展會現場一睹風采。
1.電火花成形機床
北京迪蒙斯巴克科技有限公司DR800H數控電火花成形機床。工作臺尺寸(長×寬)1200×600mm,X、Y、Z 軸行程800×500×400mm,加工液槽內部尺寸(長×寬×高)1800×1100×550mm,工作臺面到電極安裝板的最小/最大距離500/900mm,最大電極重量180kg,最大工件重量3000kg,最大加工電流50A,最大加工效率≥500mm3/min(石墨打鋼)、≥400mm3/min(銅打鋼),最佳表面粗糙度Ra≤0.2µm,最小電極損耗≤0.1%。該機采用機床電源一體式結構設計,床身扎實厚重,結構穩定,精度保持性好,配置WINDOWS操作系統,操作便捷。
蘇州中谷實業有限公司EDM540H-ABC數控電火花成形機床。XYZ軸行程500×350×400mm,回轉A軸±180°,C軸臺面(工作臺)尺寸200mm,承載25kg,C軸回轉范圍±360°,B軸擺動范圍±110°。該機配置浸泡式雙向旋轉工作臺,IGBT放電回路,適合各種導電材料的放電加工。專門開發的納微秒級數字脈沖電源,采用意大利CDM公司技術精密小電流加工回路NOW回路(低損耗回路),能夠明顯降低表面重鑄層厚度,適用于特殊材料異形孔、簸箕孔的加工。
蘇州漢奇數控設備有限公司HQ-U40電火花成形機床。X/Y/Z行程 400×300×300mm,工作臺尺寸600×400mm,槽尺寸 840×600×300mm,定位精度≤0.005mm,最佳表面粗糙度0.07µm,最小電極損耗0.1%,最小角損≤0.025mm。配置大理石工作臺,數控升降液槽,能夠根據工件厚度自動設定液槽高度,自動滅火,自動抽油煙,3R/EROWA精密夾具,五種定位測量模式,實現高精度加工定位;工藝數據庫豐富,只需輸入加工要求和條件,即可生成加工程式;可實現面、槽、縫的高光加工,適用于封裝模、接插件等高精度模具加工。

北京迪蒙卡特機床有限公司CTM550-ABC六軸電火花成形機床。工作臺尺寸800×550mm,XYZ軸行程550×400×400mm,直線軸定位精度≤0.008mm,重復定位精度≤0.005mm,最大電極重量50Kg,直線軸分辨率0.0005mm,回轉軸臺面直徑180mm,A軸范圍360°任意,B軸范圍-30°~110°,C軸范圍360°,該機配置浸泡式AB數控轉臺、內置式Z軸和數控回轉C軸,尤其適合航空發動機葉片類零件上的異形盲孔、內孔、側向盲孔等特殊形狀的加工。
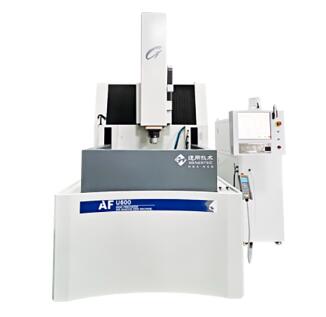
中國通用技術(集團)控股有限責任公司AFU600五軸數控火花機床。該機是針對航空航天領域專門開發的具有自主知識產權的高端產品,是一款高速、高精、高動態性、智能化的五軸電火花成形加工機。主機采用牛頭式結構,配有可編程控制的升降油槽,X軸、Y軸和Z軸采用閉環伺服控制系統,確保運動精度。配有自動潤滑系統,為機床的所有重要部件提供最佳和持續的潤滑。全新開發的低損耗、高效綠色電源在加工鈦合金、高溫合金等難加工材料時性能卓越,實現了低電極損耗的高效加工。機床直線軸定位精度0.005mm以內,重復定位精度0.003mm以內,C軸、A軸等旋轉軸定位精度15"以內,重復定位精度5"以內,配有可編程控制的升降油槽、自動潤滑系統。在加工模具鋼時,表面粗糙度Ra≤0.08µm,在加工硬質合金時,表面粗糙度Ra≤0.15µm。
浙江艾格森智能制造有限公司CNC450數控電火花成形機床。XYZ行程450×350×300mm,工作臺尺寸600×400mm,工作臺最大承重500kg,最大電極重量75kg,最大加工電流60A,油槽內部尺寸1040×585×410mm,最大加工效率400mm³/min,最佳表面粗糙度Ra≤0.1µm。配置鏡面加工和硬質合金專用加工回路、AUTO加工功能單元、自動定位功能單元、高速高精度加工系統、自動清弧電路單元、自適應放電加工控制單元,具有定時高速抬刀和抬刀高度控制、主軸定點控制、油位控制、防火控制、防積碳、填表式工碼加工、斷電復位,錯誤信息提示以及工件在機自動測量等功能。
江蘇群基精密機械有限公司LR40電火花成形機床。XYZ軸行程400×300×200mm,工作臺尺寸650×400mm,加工頭板距工作臺面最高/最低625/195mm,槽內徑尺寸910×605×400mm,最大電極重量75kg,最大工件重量400kg,最大加工電流30A,最細表面粗糙度Ra≤0.2µm。控制器采用對話式人機操作界面,能自動進行參數程序編輯、自動創建參數加工深度。新設計的石墨專用加工電路,能實現大面積、薄片的高效加工,并有效避免加工積碳等問題,適用于深孔、境面、連接器、超硬合金、粉末冶金等各式各樣材料的零件和模具加工。
深圳市米爾迪克精密機械科技有限公司AM120R數控電火花成形機床。該機為雙頭型數控電火花成形機床,工作臺尺寸1300×600mm,XYZ軸行程700×500×400mm,加
工液槽尺2250×1300×600mm ,臺面至電極頭距離500-900mm,最大的電極重200kg,最大工件重量4500kg。數控軸定位精度0.006mm(任意300mm范圍內),重復定位精度0.003mm(任意300mm范圍內)。具有三軸聯動加工、多孔位自動移位加工、橫向加工、45度斜打、倒扣等功能,配置多種材料的放專用電回路。

2.電火花線切割機床
GF加工方案AgieCharmillesCUT F 350高精度單向走絲電火花線切割機床。XYZ軸行程350×250×250mm,UV軸行程±45mm,最大錐度/高度±30°/50mm,運動軸移動最小分辨率0.1µm,軸運動速度0-3m/min,最大工件尺寸820×680×250mm,最大工件重量400kg,最佳表面粗糙度Ra0.15µm,最高切割效率300mm2/min。該機搭載直接供電(DPS)模塊的智能脈沖電源(IPG),可精準控制每一次放電的電能,達到極高表面質量,可滿足大量加工應用要求,并可達到高精度、高表面質量和高速度。利用高速、精準的信號采集和實時數據處理的先進電子傳感器的“放電跟蹤”技術,能確定放電位置和監測放電密度,為智能放電防護系統(ISPS)和降低電極絲消耗(iWire)奠定了基礎。ISPS可評估電極絲與工件間每次放電的位置,比較放電密度與設定的臨界值。如果放電密度大于臨界值,ISPS實時自動調整放電的電能,避免斷絲和保持理想的加工速度。iWire能檢測工件輪廓高度變化并調整走絲速度。內置600多項專用的放電條件,支持大量應用需求,包括工件高度從不足1mm到350mm,工件材質包括鋼、硬質合金、銅、鋁、鈦、聚晶金剛石(PCD)和石墨。無論您需要高質量、高速度還是低成本的加工應用。“快速工藝”(Turbo Tech)能根據沖液狀況和幾何形狀,在高速度和加工精度之間獲得最佳兼容,加工速度最高可加快40%并保持尺寸精度。

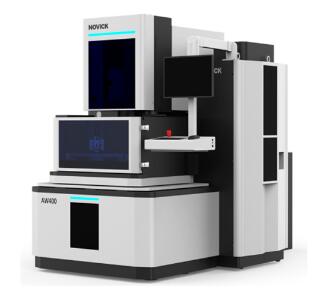
北京安德建奇數字股份有限公司AW400精密數控單向走絲電火花線切割機床。AW400精密數控慢走絲線切割機床為C型結構,固定立柱,X、Y軸采用十字滑臺結構,工作臺面和床身采用大理石絕緣,X、Y軸采用直線電機驅動,高精度直線光柵尺全閉環伺服控制;脈沖電源采用交變極性的無電解脈沖電源方式。WINDOWS操作系統,CNC人機界面,由CAD、CAM自動生成NC程序,帶有USB和局域網接口功能;配置電燒絲自動穿絲系統,具有可靠穩定的無人干預加工控制。采用高精度的水冷卻系統,有效防止加工中液溫升高引起的加工零件變形,能實現XYUVA的五軸聯動插補加工和A軸的分度加工,最大切割效率250mm2/min,零件加工精度±0.003mm,最佳表面粗糙度Ra0.25µm。
北京安德建奇數字股份有限公司MWE6Pro-400往復走絲多次切割型電火花線切割機床。MWE6 Pro-400是一款自動穿絲的精密數控往復走絲多次切割型電火花線切割機床,采用一體化設計,床身為T形結構,工作臺無懸浮,XYZ軸采用交流伺服電機連接滾珠絲杠副的結構,機械精度和加工精度高。最大切割錐度±5º/80mm,最大切割厚度300mm,最大切割效率300mm2/min。具有自動穿絲功能、獨特的自動恒張力機構和穩絲機構,免去了人工定時緊絲,保證了加工區的絲張力恒定、零件精度和表面粗糙度。大直徑絲桶,減少了運絲換向頻率,提高了加工效率。機床采用整體大護罩全包圍進行防護,加工液不會濺到外面,不增加空間要求,對操作不產生妨礙,結構新穎,實用性很強。

蘇州三光科技股份有限公司LA500A自動穿絲單向走絲電火花線切割機床。該機為自動穿絲的浸水加工單向走絲電火花線切割機床,配置了LRT1脈沖電源,在獲得低粗糙度的同時保證了高生產率和精度,耗電量比同類型機床減少60%。全閉環控制,根據拐角狀況,自動控制進給速度和放電能量,工作液槽門可電動升降。工作臺面尺寸(長×寬)745×510mm,工作臺行程(X×Y)500×350mm,主軸行程(Z)270mm,最大切割厚度260mm/180mm(浸水加工),最大工件重量700Kg/480Kg(浸水加工),最大切割斜度±15°(工作厚度為100mm),最大切割效率≥300mm2/min,最佳加工表面粗糙度Ra≤0.4µm,浸水式加工,電極絲直徑范圍0.15-0.3mm。

蘇州三光科技股份有限公司HB400L往復走絲多次切割型電火花線切割機床。該機為直線電機驅動的五軸數控往復走絲多次切割型電火花線切割機床。專用的無電解電源,可實現鈦合金不變色切割,獲德國“IF”和“Reddot”大獎產品。工作臺行程400×300mm,電極絲直徑范圍0.1-0.25mm,運絲速度1.18-11.8m/s,最大加工電流12A,最大切割厚度300mm,最大切割錐度20º/100mm,最大工件尺寸930×550×300mm(長×寬×高),最大工件重量500Kg,最大切割效率≥300mm²/min,最佳表面粗糙度Ra≤0.6µm。

蘇州市寶瑪數控設備有限公司BMT400C往復走絲多次切割型電火花線切割機床。XY行程400×320mm,UV行程60×60mm,臺面尺寸420×650mm,切割厚度300mm,工作臺承重400kg,加工精度≤±0.003mm,加工表面粗糙度Ra≤0.8µm,最大加工電流10A,最大切割效率300mm2/min,加工錐度(100mm厚以內)±6°(可選±10°),標配割鋁裝置、雙向智能緊絲裝置和鈦合金加工回路。配置的高效低耗脈沖電源及機智能伺服工作控制系統,能自適應調整脈沖能量,提高加工效率,有效降低電極絲損耗,人工智能數據庫,大大降低操作經驗要求,加工一致性高達98%。

蘇州市寶瑪數控設備有限公司BMA500C往復走絲多次切割型電火花線切割機床。XY行程500×400mm,臺面尺寸750×500mm,切割厚度300mm,工作臺承重500kg,加工精度≤±0.01mm,加工表面粗糙度Ra≤0.6µm,最大加工電流12A,最大切割效率350mm2/min。無電阻脈沖電源,綠色節能,減少碳排放,T型床身,C行結構,剛性強。精度穩定性高,具有AR自動補正和一鍵回直功能,操作簡單。

杭州華方數控機床有限公司HF500A-G1000往復走絲多次切割型電火花線切割機床。工作臺面尺寸1134×712mm,工作臺行程500×800mm,切割精度≤0.06mm(10×10mm正四棱柱,厚度1000mm),腰鼓度≤0.06mm,連續切割效率≥75mm2/min(厚度1000mm)。該機配置超高厚度切割專用脈沖電源、專用電極絲導向器、電極絲張力控制機構和獨創的工作液組方,能穩定切割1000mm厚的工件。
杭州華方數控機床有限公司HF400CA往復走絲多次切割型電火花線切割機床。工作臺面尺寸800×560mm,工作臺行程(X×Y)300×400mm,錐度行程(U×V)60×60mm,最大加工厚度250mm,最佳粗糙度(直體)多次切割Ra≤0.8µm,用等于或大于180mm2/min的切割效率切割,可連續切割70萬mm以上不斷;在切割效率為100mm2/min,且連續割70萬mm²時,電極絲損耗≤0.01mm。該機床身、拖板和線臂均采用礦物鑄件,無應力變形,熱變形小、絕緣性好。采用“熱泵”散熱專利技術,可靠性高,穩定性好,能耗低。采用防斷絲、絲損控制策略,有效解決了大電流持續加工時的斷絲和絲損難題,真正實現了大電流、高效率、長時間連續切割,實現了超低絲耗損切割。
江蘇塞維斯數控科技有限公司JA400往復走絲多次切割型電火花線切割機床。工作臺行程(X×Y)400×320mm,水槽尺寸(X×Y)830×510mm,最大工作臺承重400kg,最大切割厚度300mm、500mm,最大切割效率≥260mm2/min,三次切割平均效率≥80mm/min,最佳表面粗糙度Ra≤0.6µm。床身采用T字形結構,線架采用C形結構,雙邊恒力彈簧緊絲系統有效降低鉬絲正反轉時的抖動,工藝數據庫包含20-300mm厚度一次和多次切割加工參數,可選配鈦合金切割專用回路,鈦合金切割面不變色,有效減少重熔層。

江蘇冬慶數控機床有限公司DK7732ZT-I往復走絲多次切割型電火花線切割機床。工作臺面尺寸660×460mm,XY軸行程400×320mm,UV軸行程±20×±20 mm,Z軸行程250mm,最大切割厚度300mm,最大切割斜度±3º/80 mm,最大承載重量600Kg。最大切割效率≥220mm2/min,穩定切割效率≥6000 mm2/h,最佳表面粗糙度Ra≤0.8;最低絲耗0.012mm/300000mm2,一致性尺寸誤差≤0.008mm/30件。加工精度≤0.008mm/40mm(28mm八棱柱),縱剖面尺寸誤差≤0.008mm/40mm(28mm八棱柱)。該產品機電一體化結構設計,C形結構,十字滑臺,直線導軌,XY軸伺服電機直聯驅動,前置緊湊型UVZ軸,搭載機械恒張力裝置和不銹鋼懸掛拉板裝置,可實現四軸控制四軸聯動,雙向張力控制穩定。搭載AUTOCUT控制軟件,智能數控系統,等能量脈沖加工,自適應跟蹤進給,具備高速切割、多次切割、原點記憶、XY螺距補償、無條紋修蝕、智能化工藝數據庫等功能。

北京迪蒙卡特機床有限公司CTWG320TB往復走絲多次切割型電火花線切割機床。工作臺尺寸630×440mm,最大加工厚度300mm,XY軸行程400×320mm,XY軸定位精度0.008mm,重復定位精度0.003mm。加工精度≤0.008mm,表面粗超度Ra≤0.6-0.8µm,最高切割效率300mm2/min,加工錐度30°。機床配置WIN 7操作系統,數控軸采用交流伺服驅動,全閉環控制,零件加工精度一致性好。
蘇州漢奇數控設備有限公司HQ-400FU往復走絲多次切割型電火花線切割機床。XYZ行程400×320×300mm,全程精度≤0.005mm,重復定位精度≤0.002mm;最大加工電流15A,最佳表面粗糙度≤0.5µm,加工精度≤±0.005mm(絕對值精度)、±0.003mm(八方),最大加工效率300mm²/min,15萬mm²電極絲零損耗。該機采用一體式設計,占地面積更小,直線電機驅動,液槽自動升降,三面自動升降、節約空間,防飛濺水效果好。

浙江三奇機械設備有限公司SS00往復走絲多次切割型電火花線切割機床。該機標配拐角控制、腰鼓度控制策略和自動升降門,全新設計的恒張力控制系統,加工時自動調節張力,提高運行的穩定度和加工精度;主控卡采用嵌入式系統,具有斷絲保護、張力到位保護、絲筒沖程保護、絲未上導輪保護、拖板超程保護等功能。工作臺行程250×320mm,重復定位精度±0.003mm,最大切割厚度240mm,最大承載重量300kg,最高切割效率200mm2/min,最佳表面粗糙度Ra0.5µm,切割輪廓精度0.005mm,切割100mm厚工件的腰鼓度控制在2µm以內。
3. 電火花微小孔加工機床
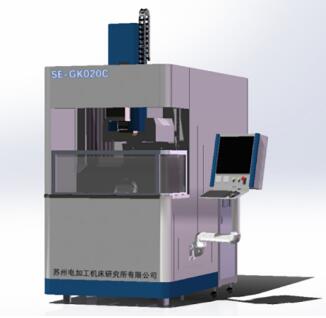
蘇州電加工機床研究所有限公司SE-GK020B六軸數控高速電火花小孔加工機。該機配置四個直線軸、兩個旋轉軸,主要用于航空發動機葉片零件的氣膜孔加工。電極裝夾直徑Φ0.15 -Φ3mm,XYZ軸行程500×400×350mm,伺服軸(S)行程400mm,B軸擺動范圍-90°~+90°,C軸轉動范圍360°,C軸臺面尺寸Ф250mm,C軸盤面距導向器之間的最大距離400mm,C軸盤面負載20kg,最大加工電流30A。該機能根據樣件進行人工尋孔對位,自動采集點位坐標,經快捷轉換后自動生成走位程序;具有加工孔穿透自動檢測判斷及后續的干預功能,通過多參數適應控制,綜合智能判斷控制其穿透深度,避免灼傷工件對面;具有孔出/入口加工控制策略、電極刀尖跟隨、矢量加工等功能,能實現自動換加工孔位、自動修整電極、自動檢測加工零位、自動換規準、自動換電極、自動控制加工深度,編程系統帶有變量自定義、變量調用、OFFSET、中心偏置補償和加減法等自動加工功能,具有加工速度快、精度高、表面質量好、深徑比大的特點,還能進行腰型孔、錐形孔等異形孔的電火花加工;在機測量系統,可檢測工件型面狀態并自動調整加工位置。
蘇州市寶瑪數控設備有限公司BMD703A-400CNC電火花小孔加工機床。工作臺面尺寸466×330mm,工作臺行程(X×Y)400×320mm,Z軸行程300mm,二次行程300mm,電極裝夾范圍φ0.2-φ3.0mm,最大加工速度50-60mm/min(視材料和電極),最大加工電流30A,工作臺承受重量300kg,標配Z軸定深功能。該機采用自主研發的專用編控系統,加工過程中可同時進行繪圖和編程,實現分時工作;控制系統采用數控編碼器與數控播放器通過網線連接,傳統PCI/ISA插卡的方式更加穩定可靠,也便于維護管理與故障定位,實現遠程實時監控加工狀態;嵌入式的控制系統,實現與CAD無縫連接,兼容UG/SOLIDWORKS/AUTOCAD等繪圖輸出的DXF圖形;專業高效的數字化脈沖電源,放電狀態實時監測,合理調整的高頻能量,有效提高加工效率;有效實用的工藝數據庫,使操作快捷方便,并且定期免費更新。

蘇州中谷實業有限公司ZGDS406ATC電火花小孔加工機床。XYZ行程400×250×400mm,B軸范圍–110°~+30°,C軸范圍0-360°,電極夾持范圍Ø0.15-3.0mm,工作液槽尺寸800×500×450mm。采用機電一體化,液槽自動升降,消除了原有外沖液對零件底部、微小空腔、死角沖液不夠,電極管高壓內沖液四處飛濺的大問題,使加工更為穩定、可靠。

蘇州亞馬森機床有限公司MS-DC325A六軸數控電火花小孔加工機床。裝夾電極直徑Φ0.1-Φ3.0mm,XY軸行程350×250mm,Z軸行程380mm,W軸行程280mm,B軸行程±90°,C軸行程0°-360°,C盤直徑240mm,C盤承載≤30kg,導向器與工作臺最大距離300mm,主軸最大移動速度1500mm/min,旋轉頭轉速0-200r/min,XYZW軸移動速度≥2000mm/min。該機為搖籃式六軸數控機床,采用Win7操作系統,觸摸屏工控電腦,具備豐富的數據接口,可通過U盤、網口、無線直接把數據調入并可進行編輯,配置工藝數據庫和專家系統,只需輸入基本條件和加工要求,即能自動調取加工參數。具備自動分中、自動尋邊、自動尋工件表面、自動檢測電極損耗量、穿透自動檢測等功能,支持3B、NC、TXT、DXF、ISO等多種文件格式輸入,可以實現不同材料疊層加工,脈沖電源的自動限制功能可有效防止孔表面出現燒痕。
蘇州亞馬森機床有限公司MS-DC435A六軸數控電火花小孔加工機床。裝夾電極直徑Φ0.1-Φ3.0mm,W軸行程450mm,Z軸行程600mm,B軸轉角±90°,C軸轉角0°-360°,主軸最大調節速度1500mm/min,旋轉頭轉速0-200r/min,工作臺尺寸 700×420mm,XY軸行程600×400mm,導向器與工作臺最大距離≥500mm,最大工件重量300kg,XY軸移動速度≤1000mm/min。采用Win7操作系統,觸摸屏工控電腦,具備豐富的數據接口,可通過U盤、網口、無線直接把數據調入并可進行編輯,配置工藝數據庫和專家系統,只需輸入基本條件和加工要求,即能自動調取加工參數。具備自動分中、自動尋邊、自動尋工件表面、自動檢測電極損耗量、穿透自動檢測等功能,支持3B、NC、TXT、DXF、ISO等多種文件格式輸入,可以實現不同材料疊層加工,脈沖電源的自動限制功能可有效防止孔表面出現燒痕。

蘇州亞馬森機床有限公司MS-DC435C電火花小孔/攻絲組合加工機床。工作臺尺寸520×380mm,XY軸行程450×350mm,W軸/主軸頭行程250mm,Z軸行程380mm,導向器與工作臺最大距離30mm,最大工作物荷重300kg,裝夾電極直徑Φ0.3-Φ3.0mm,最大加工電流30A。該機可一機兩用,用銅管電極可以加工小孔,用帶外螺紋的銅管電極可以加工出內螺紋。
北京市電加工研究所有限公司MH10精密數控微孔電火花加工機床。該機床具備六軸聯動數控系統,可加工倒錐孔、直孔、正錐孔等,通過多軸聯動加工功能實現多類型孔槽、窄縫的加工。噴孔直徑Φ0.1-Φ0.3mm,徑公差±0.003mm,最大深徑比15:1,孔的位置精度±0.01mm,孔位置角度精度±0.1°,表面粗糙度Ra≦0.3µm,噴孔倒錐錐度可調,單孔加工時間≦35s(試件厚度1mm,材質:1Cr18Ni9Ti)。
Winbro Group Technologies HSD351電火花小孔加工機床(QUASER MACHINE TOOLS,INC.)。HSD351電火花小孔加工機床是Winbro Group Technologies的最新產品,專用于航空發動機渦輪部件的孔加工。配置雙14工位的傳動架,可自動更換電極管桶(ABC),每個電極管桶可容納15根、25根或49根700毫米長的電極,導向器自動更換裝置(AGC)理論上可容納13個導向,電極更換時間小于15s,TCPro 和 TCPostPart,使編程變得更為簡單。XYZ軸行程300mm(帶電極自動換裝置的為410mm)×350mm550mm,C軸范圍+/-360 °,A軸范圍+ 10 °/-143 °,電極裝夾范圍0.25-3.0mm,最小占地面積(包括換刀器,長×寬)1010×2684mm,直線軸定位精度0.008mm,重復定位精度0.006mm,旋轉軸定位精度20",重復定位精度15"。

4.其他特種加工機床
北京迪蒙卡特機床有限公司QX5-D400五軸數控電火花磨刀機床。XY軸行程400×400mm,Z軸行程260mm,A軸行程360°,B軸行程-30°~+30°,C軸行程45°,W行程180°。該機利用電火花蝕除原理,對刀具刃口磨削。加工過程中可實現全自動在線檢查,獨特的脈沖放電,超小脈寬輸出,并保證輸出能量達到控制系統所給定的數值。準確的分度旋轉,使工件、刀具加工表面質量好,加工效率高。
蘇州電加工機床研究所有限公司DJK6032電解去毛刺機床。加工電流100A-350A,節拍時間45s,最高重復精度0.030mm,最佳表面粗糙度Ra 0.83。該設備采用PLC控制,脈沖式電源,脈沖參數1-100ms分級可調,具有自動診斷、故障報警、IPM過熱保護,放電短路檢測、短路保護等功能,在孔的交貫處或棱邊處可形成小圓角,不損壞精加工表面,去毛刺的效率高,每個加工循環只需2-3分鐘,可多件同時進行毛刺去除。廣泛用于氣動、液壓、工程機械、油嘴油泵、汽車、發動機等行業不同金屬材質的泵體、閥體、連桿、曲軸、柱塞針閥偶件、齒輪等零件的去毛刺加工。
北京安德建奇數字股份有限公司CL1-400激光刀具加工機床。這是一款專業的PCD刀具加工機,能夠高效、精確地切割高硬度、高耐磨、高導熱的PCD刀具,適用于汽車、航空航天、模具、木工等行業的高速鋁合金、鈦合金等難加工材料的切削。配置了五軸聯動控制系統和光纖激光器,能實現任意角度和形狀的PCD刀具切割,具備自動對焦、自動換刀、全封閉防護等功能,切割厚度可達30mm以上,切割速度可達4m/min以上,切割精度≤0.003mm。
(來源:協會特種加工機床分會 責編:張芳麗)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

