
葉片是汽輪機的核心關鍵零件,是汽輪機的心臟,葉片加工質量的好壞直接影響到汽輪機的工作效率以及可靠性。隨著汽輪機設計要求的提高,葉片加工要求也越來越高,特別是葉片型面加工一直是汽輪機生產的瓶頸口,傳統的葉片加工方式其加工工藝原始、加工手段落后,工人勞動負荷大,作業環境惡劣,生產效率很難提高,加工質量難以保證。為此必須研究葉片加工新的工藝方案和加工手段,作者主要探討了基于并聯機床的汽輪機葉片的數控加工技術,經生產實踐證明,葉片加工質量高,用并聯機床加工汽輪機葉片的方案是切實可行的。
1 汽輪機葉片結構特點
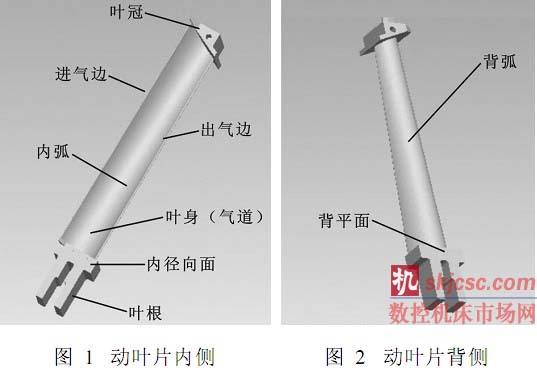
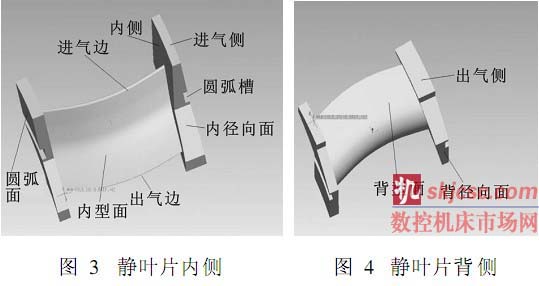
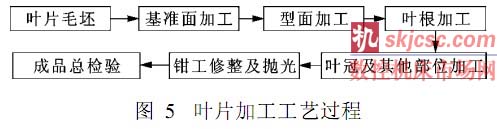
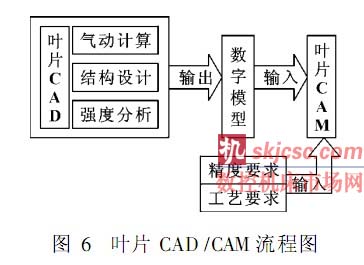
葉片是汽輪機極為重要的零部件,葉片的制造水平直接影響到汽輪機的效率。按功能作用的不同,汽輪機葉片可分為動葉片(如圖1、2)和靜葉片(如圖3、4)兩種。動葉片的結構主要由葉身型面、葉根、葉冠、拉筋、中間體等組成。
葉片的基本部分稱為葉身型面,葉身結構復雜,多為扭轉自由曲面。葉身型面分為內型面(或內弧)、背型面(或背弧)、進氣邊圓角、出氣邊圓角、葉根圓角、葉冠圓角、拉筋等幾個部分。葉身型面是由若干個截面型線擬合而成的光滑復雜曲面,由一組等距或不等距平行截面型線組成的空間扭曲面,其中葉身部分的橫截面稱為葉型,其每一個橫截面邊緣叫型線,一條型線由進氣邊圓弧、背弧、出氣邊圓弧和內弧組成,型線的結構決定葉片的工作情況,有的型面為彎扭變截面或等截面彎扭曲面。常見的葉根結構形式有菱形、T形、叉形和樅樹形等。外端的固定則稱為葉冠。葉片氣道的進、出氣邊較薄,葉冠、葉根圓角較小。
2 基于UG軟件葉片的三維建模
葉片的結構一般比較復雜,其建模過程也相對復雜。葉片的三維建模主要分為葉身型面、葉根和葉冠建模等部分。首先進行葉身造型,其次進行葉根和葉冠造型,然后再將三者進行布爾運算相加到一起,最后進行附加結構的操作,這樣便可形成一個完整的葉片。數控程序的編制是根據葉片模型的尺寸關系確定的,所以建立的葉片模型的好壞,直接影響到數控加工程序的編制,最終也就影響到葉片的加工質量。通過CAD/CAM軟件(如Pro/E、UG、MasterCAM、CATIA、Soliderworks等)進行葉片的三維建模。
采用UG軟件完成葉片的實體建模。圖1、2為某動葉片三維造型,如圖3、4為某靜葉片三維造型。葉片型面的原始設計數據一般是一系列的離散點或分段圓弧表示的截面型線,這就需要用曲面擬合的方法在UG/Modeling模塊中生成光滑連續的曲面。在葉片截面型線構造時,由于離散點數量較多,輸入十分麻煩而且容易出錯,可以在CAD中事先處理,用樣條線擬合各個截面型線,采集出許多控制點,在建模時將控制點文件調入。對截面不相同的型面建模,首先構造各個截面型線,然后用通過曲面組命令,依次選擇各截面型線(選擇時要保證各個截面的方向一致),最后用蒙皮法生成葉型曲面。對截面相同的型面建模,首先構造截面以及生成線,然后用已掃掠命令,使截面沿著生成線方向掃描(需要控制參考方向,保證各個截面的形狀相同),形成型面。
葉根和葉冠的建模,由于兩者形狀相對規則,通過拉伸、旋轉命令即可完成特征的描述,最后運用布爾運算命令進行修剪,得到葉根及葉冠的模型。
3 葉片的數控加工工藝
葉片是汽輪機的主要部件之一,尤其它的氣道部分決定了汽輪機的發電功率,直接影響汽輪機產品的質量。葉片數控加工是表征汽輪機制造技術達到現代先進制造水平的重要標志之一。國外已普遍采用數控設備加工葉片,因此葉片數控加工技術的應用開發已勢在必行。數控加工葉片優越性:(1)能提高葉片加工質量,保證葉片型線更接近理論葉型;(2)提高葉片加工效率;(3)降低了工人的勞動強度。
汽輪機葉片的材料一般為不銹鋼,為難加工材料,常用的有1Cr13、2Cr13、2Cr12MoV等,這些材料強度高、韌性大、熱硬性好、加工時極易變形,加工難度大。汽輪機葉片毛坯主要有3種:(1)鍛造毛坯;(2)方鋼毛坯;(3)精密鑄造毛坯。其中鍛造毛坯主要用于動葉片和結構簡單的靜葉片的制造;方鋼毛坯適用于整體尺寸較小(<300mm)的葉片;精密鑄造毛坯主要用于結構復雜的、鍛造工藝難以達到要求的、而機加工余量較小的葉片。葉片切削加工特性主要表現為:切削力大,切削變形大,切削熱大,刀片易磨損。
隨著我國汽輪機行業的不斷發展,葉片的設計水平也在不斷的提高,主要為變截面扭曲葉片,葉片氣道型線部分是空間三坐標數據點,加工精度要求很高,加工難度很大。由于葉片外形復雜,而且葉片種類變化多樣,多為扭轉曲面,加工工藝要求高,葉片機械加工工作量一般要占整臺汽輪機冷加工工時的25%~40%,需要多軸(如四、五軸)聯動的數控機床來加工。隨著汽輪機葉片加工要求的不斷提高,對加工設備及工藝技術水平要求很高。它要求設備要有更靈活的切削運動,能實現多方位以及復合曲面結構的加工,不僅要求機床加工時運行平穩,能實現高速加工,而且要求機床具有高的運動加速度,提高加工效率,實現敏捷式加工。
根據葉片零件圖,分析葉片的具體結構,確定葉片數控加工內容:主要有葉型曲面(內弧、背弧),進氣邊圓角、出氣邊圓角、葉根圓角、葉冠圓角等的加工。
葉型曲面的加工常用兩種加工方案:(1)葉片不回轉加工即刀具沿著葉片軸線加工。這樣加工近似沿直線加工,所以切削效率較高,但表面加工質量較差;(2)葉片回轉加工即刀具沿截面型線加工。數控機床必需增加一個轉動軸來參與聯動,加工時工件葉片回轉,刀具沿工件葉片截面型線切削一周,橫向進刀后再切削下一周。這種方案加工效率相對較低,且易出現過切,但葉型表面加工質量較好。由于葉型是光滑連續的曲面,所以用一刀成形的方法,生成沿型線連續的刀具軌跡,一次加工出內弧和背弧。
對葉根圓角和葉冠圓角,則用側銑的方法加工。葉片加工工藝過程如圖5。
通過CAD/CAM軟件根據三維模型生成數控加工指令,對實體模型進行模擬加工,確定加工刀具路徑、加工參數和刀具補償,然后生成數控機床(如加工中心)可識別的NC程序輸入數控機床進行葉片數控加工。如圖6為葉片CAD/CAM流程圖。
4 并聯機床的結構與工作原理
4.1并聯機床的結構特點
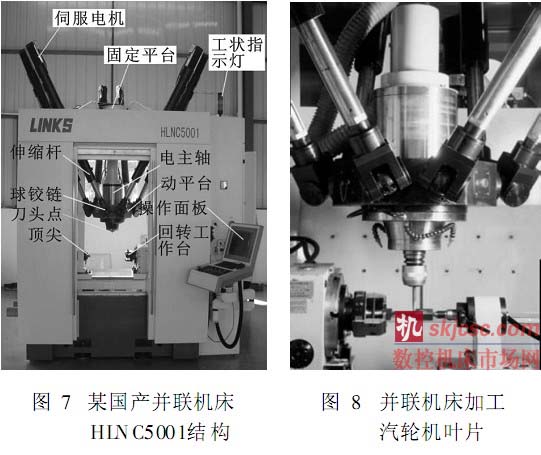
并聯機床是新一代高性能機床,它是在Stewart平臺的基礎上設計而成的。并聯機床的核心機構就是Stewart平臺。Stewart是一種新型的、6自由度的空間并聯結構,它由上下兩個平臺和6個可獨立自由伸縮的桿件組成,伸縮桿和兩個平臺通過虎克鉸和球鉸鏈進行連接。如圖7、8所示為基于Stewart機構的國內某公司生產的并聯加工中心HLNC5001的主要結構,它是由一個定平臺、一個動平臺和6根驅動桿組成。驅動桿的一端通過虎克鉸與定平臺相連;另一端通過球鉸與動平臺相連。該并聯機床主要由以下幾個部分組成:(1)固定平臺(機床框架或靜平臺),它用于安裝各個零部件,是機床的主體,對整個機床起到支撐作用;(2)6根伸縮桿,為動平臺的各種運動提供動力,通過改變伸縮桿的長度來控制動平臺的位姿,以滿足加工需要;(3)動平臺,用于安裝主軸部件,同時也是6根桿的控制對象;(4)主軸部件,其主要部分為電主軸,提供切削時的刀具動力;(5)刀頭點,它是數控系統的控制點,利用刀頭點作為控制點,可以形成全閉環控制,可以對彈性變形以及振動引起的誤差進行補償,提高加工精度,減少并聯運動機床的動態誤差;(6)回轉臺,用于裝夾工件,完成零件的回轉加工;(7)連接件,連接各類零部件,如虎克鉸、球鉸鏈等,使并聯運動機床能夠按照要求靈活運動;(8)操作面板,提供良好的人機交互界面,能有效地操作機床。該并聯機床提供了中文顯示的用戶界面;(9)其他部件,如刀庫、排屑機、冷卻系統、液壓系統等輔助部件。
4.2并聯機床的工作原理
從HLNC5001并聯機床的結構可以看出,并聯機床是由六自由度空間并聯機構組成的,即由6根可伸縮桿通過球鉸或虎克鉸將固定平臺與動平臺相連,它的工作原理是:機床主軸與刀具的運動是由6根驅動桿的運動復合而成的,而不是像傳統機床那樣是由各運動部件的運動疊加而成;如果將上平臺作為固定平臺,以伸縮桿的位移作為輸入變量,則可以控制動平臺的空間位移和姿態,即通過改變6根可伸縮桿的桿長,動平臺可以實現不同的位置和姿態;動平臺上裝有電主軸,刀具裝卡在動平臺電主軸上隨動平臺一起運動,以實現對曲面的加工;6根可伸縮桿由滾珠絲杠副和滾珠花鍵副構成,由6個伺服電機驅動來控制各桿的桿長;在機床工作臺上串聯了一個數控回轉臺,在葉片加工時使葉片隨數控轉臺繞X軸回轉(A軸),并和并聯機床的其他6軸實現聯動,形成七軸聯動的并串聯加工系統,從而實現空間任意復雜形狀的曲面加工;在加工葉型曲面時,通過數控轉臺的回轉,使葉片毛坯和刀具相對運動,可以生成連續的加工路徑,并且只需一次裝夾,就可以加工出包括內弧、背弧和進出氣邊圓角在內的完整的葉片葉型曲面,而且在不發生干涉的前提下可以任意調整刀具的加工姿態,從而實現空間任意復雜形狀的曲面加工,使葉型曲面的加工質量得到保證。這種并聯機床特別適合加工復雜曲面的零件,如葉片、葉輪、螺旋漿及復雜模具的型腔加工等。
5基于并聯機床的汽輪機葉片的數控加工
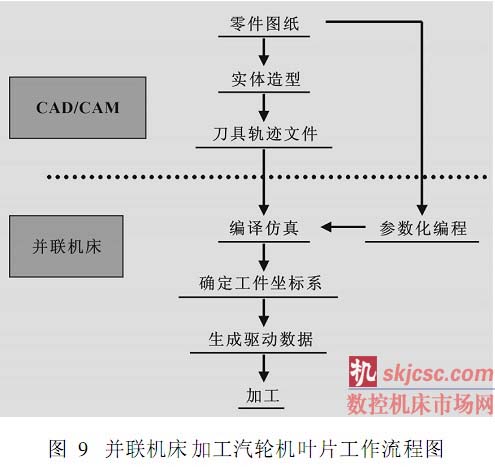
隨著CAD/CAM技術的發展,自動數控編程技術能直接將零件的幾何信息轉化為數控加工程序,給汽輪機葉片的數控加工程序的編制帶來了很大的方便。目前應用較成熟的CAD/CAM軟件有UG、Pro/E、Mastercam等,這些軟件的出現使得以往四、五軸聯動加工編程中存在的問題得到了解決。基于并聯機床的汽輪機葉片的數控加工流程主要分為兩大部分完成:(1)CAD的處理過程;(2)并聯機床的加工過程。主要加工內容為葉片的葉身型面、葉根、葉冠及葉身與葉根、葉冠的交接面。圖9為并聯機床加工汽輪機葉片工作流程圖。
基于UG或Pro/E的葉片數控加工編程主要包括如下內容:(1)葉片零件三維造型;(2)確定葉片數控加工工藝方案,選定數控機床、刀具、夾具和量具等;(3)刀位計算并生成刀具運動軌跡;(4)刀具運動軌跡仿真、校驗和編輯,并生成刀位文件;(5)最后通過后置處理程序將刀位文件轉換成為數控機床可讀的NC代碼。
采用UG軟件進行葉片的數控加工,其數控加工編程一般可由下列步驟來完成:在UG/CAM中生成了刀具軌跡并進行了加工仿真和干涉校驗后,可以將加工數據和信息輸出成為刀位源文件(CLSF)。刀位源文件(CLSF)主要包括刀具信息、加工坐標系信息、刀具位置和姿態信息以及各種加工輔助命令信息等,還需要經過后置處理器,將其轉變為機床能夠接受的數控程序,也可以用并聯機床自帶的后處理程序進行后處理。UG軟件提供了各種復雜零件的粗精加工,用戶可以根據零件結構、加工表面形狀和加工精度要求選擇合適的加工類型,在每種加工類型中包括了多個加工模塊。應用加工模塊可快速建立加工操作。在交互操作過程中,在圖形方式下交互編輯刀具路徑,生成適合具體機床的數控加工程序。
在編制數控加工程序時,本著基準統一、減少走刀次數的原則,把葉片葉身型面、葉冠與葉根圓角、進、出氣邊圓角的數控加工程序編制在一起。在葉片的加工中根據工藝的需要,一般選擇葉根的中心軸線為加工坐標系的零點。由于目前葉片葉身型面設計越來越復雜,精度要求越來越高,因此數控加工程序也越來越復雜,出現錯誤的概率也隨之增加。通常情況下,如果加工程序編制不恰當,可能出現下列問題:(1)加工方案不合理,影響加工效率;(2)刀具參數設置不當,如刀具半徑選擇過大,則零件加工不完全,出現大的殘留;刀具半徑選擇過小,則切削效率較低;(3)刀具與工件之間發生干涉或碰撞;(4)刀具走刀路線、進退刀的方式不合理;(5)刀位軌跡不正確,零件外形或尺寸錯誤;(6)切削參數選擇不當,如主軸轉速、進給速度、步距等選擇不合適;(7)加工過程中刀具與工件之間發生過切現象(8)零點選擇不恰當,無法找到對刀點。這些問題的出現往往會給實際零件的加工造成很多麻煩,諸如重新編制加工程序、加工后必須打磨零件、返修零件或工裝、零件報廢、延遲產品交付等。這樣會從根本上削弱數控加工技術的可靠性并影響其推廣應用。因此數控加工質量、效率很大程度上取決于所編程序的合理性。為避免上述問題出現,可利用UG或Pro/E軟件加工仿真功能,預先模仿加工過程,檢查是否出現上述問題,這樣在正式加工前就可以發現問題,從而可提高加工準備效率,縮短程序調試周期,加快生產過程。
有了先進的并聯機床,還需要配合先進的刀具,才能更好地發揮并聯機床的優勢。考慮到生產效率和葉片質量,符合現代機加工少余量高速銑削的理念,所有工步都選用硬質合金刀具,一般采用立銑刀、球頭立銑刀、球頭錐銑刀、帶角圓的圓柱銑刀(環形刀)、鼻型刀等加工。根據并聯機床的功能特性,一次裝夾葉片,能夠完成90%的加工量,消除了由于多次裝夾造成的定位誤差,葉片質量有了可靠的保證。
通過基于并聯機床的汽輪機葉片的數控加工生產實踐證明,葉片加工質量好、效率高,較好地解決了葉片批量生產的質量和效率問題,取得了很好的效果,因此用并聯機床加工汽輪機葉片的方案是切實可行的。這不僅為葉片等具有復雜曲面的零件加工提供了一種新的加工設備和工藝方案,還為促進并聯機床的產業化和實用化起到很好的推動作用。
6 結論及展望
作者主要研究了基于并聯機床的汽輪機葉片的數控加工技術。通過改進工藝,將去葉片毛坯余量工序改在普通機床上完成,縮短葉片在數控機床上的加工工時,盡量利用數控機床加工精度高的特性,完成葉片型面的精加工工序。葉片加工的刀具耐用度與切削用量之間不是單純的函數關系,必須找出其最佳組合,優化切削用量。同時選好銑削刀具,提高切削參數,完善數控程序設計,用足用好數控機床,充分發揮其經濟效益,為加工汽輪機葉片開創新的工藝思路。
隨著汽輪機葉片加工要求的提高,加工誤差的分析研究就顯得越發重要,尤其是葉片加工中的變形問題。必須尋求有效的方式減少加工中的變形。比如,可以將機床的回轉工作臺改為雙軸同步驅動,減少單側驅動所產生的扭轉變形;加工葉片時零件裝夾方式可以由頂尖壓緊改為拉伸的裝夾方式,給葉片預加拉力,減少加工中因切削力作用所產生的變形等。如何減少汽輪機葉片的加工誤差,提高加工精度和加工效率,獲得葉片良好的整體性能,是一個十分有意義的研究課題。
目前葉片的加工一般使用五軸加工中心代替傳統的加工方法,新型五軸機床可以加工一般三軸數控機床所不能加工或很難一次裝夾完成加工的連續、平滑的自由曲面。并聯機床是隨著并聯機構的理論研究與計算機軟硬件技術不斷發展而產生的,并聯機床具有模塊化程度高、剛度高、剛度重量比大、動態性能好、響應速度快、適應性強、容易實現多軸聯動等優點,非常適用于復雜曲面的加工。國產并聯機床的研制成功,給汽輪機葉片的數控加工帶來了新的飛越,使復雜形狀的葉片有了更多的加工手段,提供了葉片的數控加工新途徑,葉片型面加工工藝得到了很大的改進,工藝方法更為靈活,提高了葉片加工生產率和加工質量,減輕了勞動強度。它充分利用數控技術的潛力,徹底改變了傳統機床的結構配置和運動學原理。國產并聯機床以其獨特的優勢成為新一代數控機床的范例,在汽輪機葉片的加工中得到了較好的應用,大大降低了機床的成本,從而使我國的汽輪機葉片制造技術趕上了國際先進水平,并促進電力、飛機和軍工行業的發展,對促進經濟發展和國防建設具有重大意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








