
1 引言
哈爾濱汽輪機有限責(zé)任公司生產(chǎn)的百萬千瓦汽輪機組是專為三峽大壩設(shè)計生產(chǎn)的水輪機組。目前哈汽公司生產(chǎn)的型號為CLN600-24.2/566/566型超臨界參數(shù)、一次中間再熱、單軸、三缸、四排汽反動式汽輪機。高中壓部分采三菱公司的技術(shù),低壓缸采用哈汽廠自主開發(fā)的新一代亞臨界600MW汽輪機技術(shù)。其中該機組的外殼體作為特重、特大型件,加工工藝復(fù)雜,原始加工工藝受到現(xiàn)實條件制約,效率很低,嚴(yán)重影響了汽輪機組的生產(chǎn)。本文通過對機組殼體螺栓孔的加工工藝進行分析,提出優(yōu)化方案,探討一條高效、省時、低成本的加工方法,對今后類似零件加工提供有益借鑒。
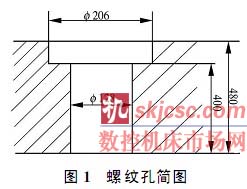
機組殼體螺栓孔尺寸如圖1所示,殼體材料為16Mn,該螺栓孔無精度、表面粗糙度要求,此類螺栓孔上下殼體各有48個,共96個孔需要加工。
2 螺栓孔原加工工藝及問題
螺柱孔原加工工藝為:
(1)劃:劃線找正;
(2)鉆:滑座鉆床點鉆加工,采用高速鋼鉆頭,鉆頭直徑40mm,向下鉆10mm左右導(dǎo)削加工,主軸轉(zhuǎn)速約15m/min,加工深度根據(jù)鐵屑情況定,冷卻采用瓶裝切削液,澆切削液,排屑采用鐵屑導(dǎo)出方式。
(3)擴:高速鋼擴刀,單邊量加工4-8mm,需四次擴孔,尺寸達80mm左右為止。
(4)鏜:落地鏜床加工,鏜刀直徑80mm,一般鏜3- 4次,單邊加工量是6-8mm,達到最終尺寸。
(5)檢驗。
受到加工設(shè)備的制約,工序煩瑣,加工效率分非常低,嚴(yán)重拖累了殼體加工進度,主要原因為:加工設(shè)備剛性不足,加工進給量低;設(shè)備的冷卻系統(tǒng)落后,導(dǎo)致切削速度低;冷卻系統(tǒng)效果差,刀具磨損嚴(yán)重,刃磨間隔短。
3 螺栓孔加工工藝優(yōu)化及分析對比
3.1采用模塊化HTS機夾式鉆頭
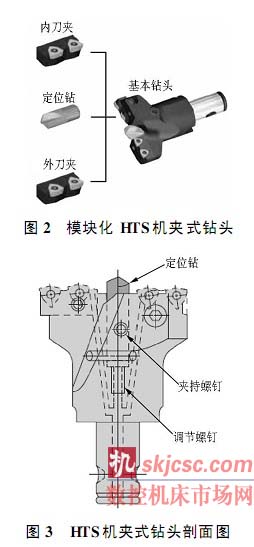
此工藝的最大特點是采用了當(dāng)今世界深孔加工最先進的刀具)模塊化HTS機夾式鉆頭(見圖2)。該刀具是由美國肯納飛碩公司專門針對深孔加工研發(fā)的,刀具采用中間定位鉆加內(nèi)外刀夾的設(shè)計方式,將孔加工的鉆、擴功能合一,簡化加工階段、提高了加工效率。定位鉆首先在工件表面鉆孔,并起到定位導(dǎo)引作用,導(dǎo)引兩側(cè)的內(nèi)外刀夾上的刀片進行擴孔加工,由于具有如下特點,在深孔加工方面具有得天獨厚的優(yōu)勢,也為本工藝改進提供了可能。
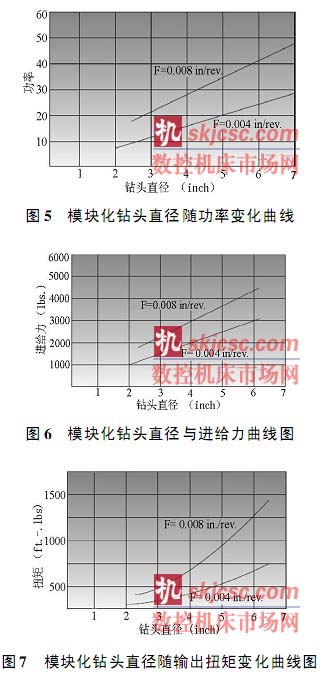
(1)模塊化設(shè)計主要有:鉆頭的刀夾可以調(diào)節(jié),進行尺寸范圍控制(見圖4)。通過調(diào)節(jié)外刀夾改變鉆頭直徑,外刀夾與鉆頭連接,可以縮短鉆削直徑更大或更小的孔;通用型和精加工刀夾可以用作最小加工的標(biāo)配;加長部分是提高切深能力的標(biāo)配。刀具最大可以加工15倍徑或以上的深孔;標(biāo)配內(nèi)冷功能,用以幫助排屑和延長使用壽命;可用于靜止或旋轉(zhuǎn)加工,具有多功能性。
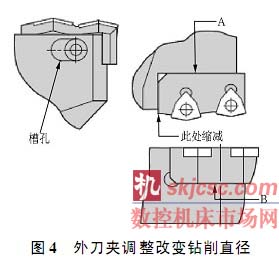
(2)可輕松更換刀片:堅固的刀座設(shè)計,只需一把簡單的扳手拆卸刀片(見圖3),可輕松更換刀片;有多種材質(zhì)和槽型可供選擇,適應(yīng)不同國內(nèi)工作場合。
通過大量加工實驗(見圖5-圖7)發(fā)現(xiàn),采用模塊化HTS機夾式鉆頭加工,不論是切削功率、進給力,還是輸出最大扭矩都相較改進前有極大提高,能很好的滿足加工需求。
3.2冷卻系統(tǒng)改造
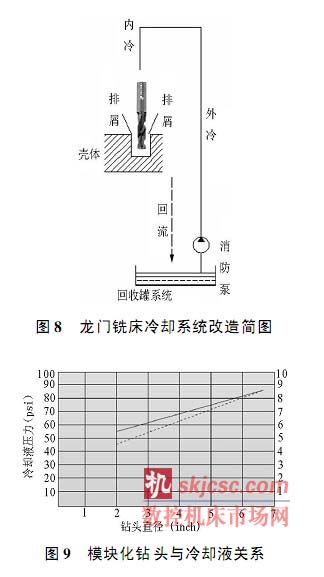
改造龍門銑床冷卻系統(tǒng)(見圖8),在機床下面挖坑放置冷卻液回收罐系統(tǒng),加裝消防泵為冷卻液提供壓力。在與主軸連接的時候采用內(nèi)冷轉(zhuǎn)外冷刀柄與法蘭配合使用來完成對設(shè)備改造,圖9為鉆頭直徑與冷卻液壓力變化關(guān)系圖。一般推薦的冷卻液為乳液(6%-8%配比),保證冷卻液壓力不小于Pmin=6-8bar,冷卻液流量Vmin=20L/min以上,以便有足夠的壓力將鐵屑帶出來。龍門銑床冷卻系統(tǒng)經(jīng)過改造后,改進了刀具的冷卻性能和排屑能力,很好的改善了刀具加工性能。
3.3加工工藝優(yōu)化
全新設(shè)計工藝,采用模塊化HTS機夾式鉆頭,在龍門銑床和落地鏜床完成加工,其加工工藝為:
劃:劃線找正。
鉆:龍門銑床,主軸轉(zhuǎn)速70m/min,模塊化HTS機夾式鉆頭,鉆頭直徑125mm,一次成型;冷卻方式采用內(nèi)冷方式,排屑采用隨冷卻液沖排導(dǎo)出方式。
鏜:直接達到工藝要求尺寸。
經(jīng)實際加工驗證,工藝優(yōu)化后汽輪機殼體的加工效率大大提高,其工藝的優(yōu)勢主要體現(xiàn)在如下幾個方面:
1加工時間大大縮短,效率顯著提高。原工藝高速鋼鉆頭切削速度慢、進給量小,一個序的工步多達4、5個,一個殼體全部96個孔加工完畢需要45天左右。采用模塊化鉆頭后工序減少,切削速度提高,切削量增大。經(jīng)測算一個孔的加工時間大約只需8min,全部96個孔加工完成在16h左右,生產(chǎn)效率提高十幾倍。
原工藝起切尺寸小,單邊余量大,導(dǎo)致工步增加,一個序的工步多達4、5個。改優(yōu)化后的工藝,工藝起切尺寸為<125mm,切削量少,可以實現(xiàn)一次鉆、鏜加工成形。
2刀具無需刃磨。高速鋼鉆頭每加工4個孔就需要修磨一次,修磨時間在3-5min,需專人進行維修,使用效率低。模塊化HTS機夾式鉆頭使用刀片為硬質(zhì)合金涂層刀片,一組4片,每個刃口可加工5個孔,換一次刃口。中心鉆采用涂層硬質(zhì)合金鉆,一般加工15孔后換一個中心鉆,操作簡單、刀具剛性好,孔徑一致,換刀快速,使產(chǎn)能得到極大提高。孔徑精度高和粗糙度高,粗糙度能控制在Ra6.3以內(nèi),粗糙度和孔徑質(zhì)量是其他刀具無法比的。
3刀具庫存少,管理方便。螺栓孔加工為典型的9倍徑的深孔加工,采用上面加工工藝,每次擴、鏜都需要準(zhǔn)備大量刀具所使用的刀具種類多、數(shù)量大,需要準(zhǔn)備大量刀具,機組殼體加工完畢所用刀具需要幾百把,直接造成刀具的刃磨和管理繁雜,庫存量大,資金使用效率低。
4 結(jié)語
深孔加工處理是此工藝的關(guān)鍵,通過選用模塊化鉆頭、改造設(shè)備冷卻系統(tǒng),優(yōu)化螺栓孔的加工工藝,極大地降低加工時間,提高了生產(chǎn)效率,取得了非常可觀的經(jīng)濟效益,為今后制造類似產(chǎn)品作出了有益嘗試。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








