
1前言
葉片是汽輪機的核心部件之一,它起著將蒸汽的動能轉換為機械能的作用,汽輪機效率的高低,很大程度上取決于葉片型面的設計和制造水平。本例所討論的汽輪機葉片屬于自由曲面葉片,葉片曲面部分由7個截面過渡形成,每一截面由不同的數據形成型線,各截面之間扭曲度較大。在葉型批量加工過程中,通常采用簡便的樣板檢驗方法來控制葉片制造的形狀精度。因而,檢驗樣板的精度尤其是樣板型線的形狀精度是保證檢驗質量的關鍵。
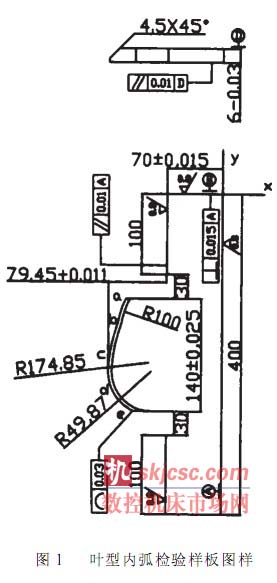
檢驗樣板是根據葉片在不同截面上內弧和外弧的形狀而分別設計的。432葉片某一截面內弧樣板圖樣如圖1所示 ,型線數據見表1。葉片材料為7mm厚的65Mn鋼板,淬火硬度要求為HRC55~60。傳統工藝:樣板型線用線切割粗加工成形,留鉗修余量;通過鉗工修磨型線;三坐標測量后再修磨來達到精度要求。主要存在問題:由于采用手工鉗修方法,型線的輪廓度和尺寸精度難以可靠保證,容易產生廢品;在修磨過程中,需頻繁地進行三坐標檢測,生產效率低,生產周期長。

2 工藝設計
現利用在加工中心主軸上裝夾的特制磨桿和平形砂輪,以數控磨削代替鉗工修磨來加工型線,以保證加工精度、提高生產效率。樣板型線加工主要工藝內容:數控電火花線切割型線;鉗修葉型處倒角4.5×45°;數控磨削型線,輪廓度0.03;三坐標檢驗,在型線寬度上每隔5mm,測量一點。
(1)確定工藝方法按試驗數據,采用線切割粗加工樣板型線后,所留磨削余量一般為單邊法向0.03mm。0.03mm磨削余量將分兩次 進給完成,其中,0.02mm是磨去線切割切痕, 0.01mm作為精加工數控磨削余量。而且磨削一刀后,就應該修正一次砂輪,以保證加工精度。
(2)選擇砂輪及切削用量
砂輪品種:參照國標GB/T2484-1994,采用60粒中硬白剛玉平行砂輪為宜。
砂輪直徑、主軸轉速:砂輪直徑過大,易引起干涉; 直徑過小,得不到理想的線速度。此類砂輪工作速度在35m/s左右。按V=π•d•n/(1000×60)公式計算,如選直徑為Φ100的砂輪,若主軸轉速為5000rpm的,則可得26.2m/s的安全線速度。經多次試加工,砂輪直徑范圍選擇在Φ100mm~Φ85mm之間最為合適,不僅磨削性能好,且安全可靠。因磨削時樣板型線處已經過倒角,其厚度為1.5mm,所以選用8mm厚的平形砂輪。
進給速度:經試驗,磨削的進給速度控制在250~300mm/min,表面粗糙度能達到圖樣要求。
(3)工藝過程
為充分發揮數控加工優勢,有效控制加工精度,加工中利用刀具補償功能來控制砂輪的修正量和磨削的深度。以樣板型線的實際輪廓線來設計砂輪磨削路線,每磨削一刀,均應通過程序控制修正一次砂輪。進給過程中,再增加砂輪在Z軸方向的上下進給,以提高砂輪利用率、延長砂輪使用壽命。
3程序編制
(1)加工原點設置
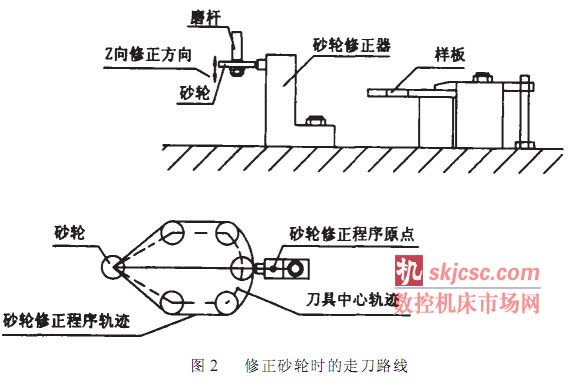
修正砂輪加工原點:取砂輪修正器基準孔作為X、Y方向的加工原點,Z軸加工原點取在當砂輪厚度約1/2處對準金剛筆尖的位置,如圖2所示,把當前機床坐標系坐標值輸入G55,作為修正砂輪時的加工原點。
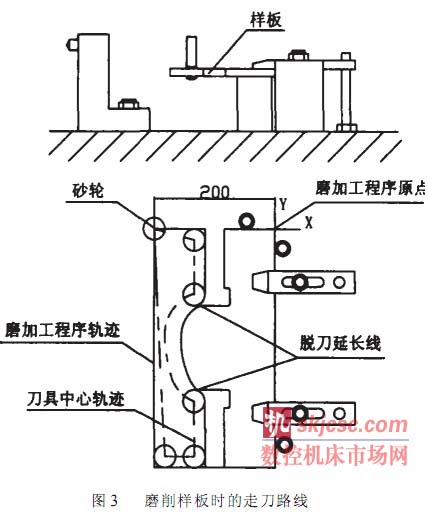
磨削型線加工原點:主軸夾尋邊器(或對刀棒),以兩定位銷位置確定加工程序原點的X、Y坐標值,Z軸加工原點取在砂輪厚度約1/2處對準樣板型線時的位置,如圖3所示,把當前機床坐標系坐標值輸入G55,作為樣板磨削時加工程序的原點。
(2)粗磨程序
粗磨程序包括第一次修正砂輪程序和粗磨削型線程序。
第一次修正砂輪時,在G54加工坐標系中,取X=-200mm處作為砂輪修正程序的起點和終點,走刀路線如圖2所示。Z向修正行程取大于砂輪厚度的12mm。在刀具半徑補償偏置H01中輸入砂輪半徑值,修正一次砂輪。每次修正砂輪,約修去0.1mm。砂輪修正程序略。
第一次粗磨樣板型線時,取G55加工坐標系中X軸線上 -200mm處,作為程序的起點。走刀路線主要由型線部分的三段圓弧ab、bc、de和直線cd組成,再加上切入切出的路線,走刀路線如圖3所示。砂輪在Z軸方向的上下進給行程為5mm。在刀具半徑補償偏置H02中輸入的砂輪半徑補償值,比修正砂輪時的H01小0.02,粗磨一次。磨削型線程序略。
(3)精磨加工程序
第一次粗磨完成后,將砂輪修正程序中刀具半徑補償偏置D01中的值減去0.1,修正一次砂輪,約修去0.1mm。然后,在型線磨削程序的刀具半徑補償偏置D02中,輸入比D01小0.01的值,即精磨量為0.01mm,精磨一刀。
4結論
根據生產圖樣編制三坐標測量儀測量程序,通過三坐標的精密測量和檢驗,樣板型線的尺寸、輪廓度、粗糙度都達到圖樣要求。因而,樣板型線的數控磨削加工工藝的應用保證了質量,提高了工效。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








