
1引言
我廠有二十余年生產(chǎn)汽車發(fā)動(dòng)機(jī)缸蓋的歷史,480QA發(fā)動(dòng)機(jī)缸蓋是我廠為某發(fā)動(dòng)機(jī)廠配套生產(chǎn)的新產(chǎn)品,它的試驗(yàn)成功填補(bǔ)了當(dāng)時(shí)國內(nèi)市場輕型汽車發(fā)動(dòng)機(jī)的一項(xiàng)空白。480QA發(fā)動(dòng)機(jī)缸蓋主要用于6400系列輕型汽車發(fā)動(dòng)機(jī)。它的生產(chǎn)工藝除燃燒室形狀為球形面以外,其加工工藝均與其他發(fā)動(dòng)機(jī)缸蓋大同小異,所以缸蓋球形燃燒室的加工工藝,成為這個(gè)新產(chǎn)品試制的難題。經(jīng)過多次討論、分析、試驗(yàn),在我廠當(dāng)時(shí)具有的條件下,終于獲得了一套較為經(jīng)濟(jì)、合理而又相對(duì)簡單的工藝方案,成功地使用普通機(jī)床加工生產(chǎn)出了符合圖紙技術(shù)要求的合格產(chǎn)品。本文僅就其球型面燃燒室加工的特點(diǎn)進(jìn)行介紹。
2 發(fā)動(dòng)機(jī)缸蓋球形燃燒室的技術(shù)要求
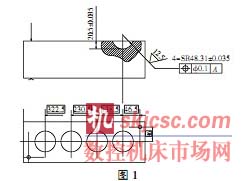
如圖1,缸蓋材質(zhì)為ZL107,球形面尺寸為SR48.31±0.035mm,表面粗糙度為Ra12.5,位置度為準(zhǔn)0.1mm,燃燒室容積55.5ml,其容積公差不大于2%,同一氣缸蓋各燃燒室容積差不大于1.5%。
3 球形燃燒室的加工試驗(yàn)
3.1工藝難點(diǎn)
(1)特性面用成型刀加工容易,但我廠沒有刀具制造能力,外委刀具設(shè)計(jì)加工則制造時(shí)間較長,難以保證試制周期;
(2)我廠現(xiàn)有設(shè)備中僅有普通立銑和萬能銑床,沒有數(shù)控機(jī)床。
3.2試驗(yàn)方案
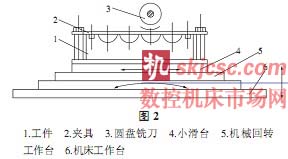
(1)在成型球形刀未加工回廠之前,在萬能銑床上加工球形燃燒室。
工藝裝備:萬能銑床,臥銑刀桿加盤銑刀(準(zhǔn)96.62±0.07mm)、專用夾具、機(jī)械回轉(zhuǎn)工作臺(tái)、縱向定位裝置、高度定位裝置。見圖2。
加工工序如下:
工序一:卡緊氣缸蓋,并使用銑刀盤中心與燃燒室中心吻合;
工序二:升工作臺(tái),使刀具進(jìn)刀深度為21+0.1mm;
工序三:旋轉(zhuǎn)回轉(zhuǎn)工作臺(tái),使其轉(zhuǎn)動(dòng)角度大于180°即加工完一個(gè)球形燃燒室;
工序四:降工作臺(tái)面,讓出刀具,移動(dòng)縱向工作臺(tái),使用縱向定位裝置,使銑刀盤中心與另一個(gè)球形室中心吻合,即可進(jìn)行下一個(gè)燃燒室的加工。
由于旋轉(zhuǎn)回轉(zhuǎn)工作臺(tái)180°較為麻煩,此方案僅限于小批量試驗(yàn)時(shí)加工用。
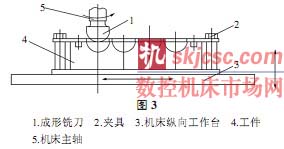
(2)立銑床加立式成型銑刀
工藝裝備:立式銑床、立式專用成型銑刀(SR48.31±0.035mm)、專用夾具、縱向定位裝置、高度定位裝置。見圖3。
工序一:夾緊氣缸蓋,并使立式銑刀旋轉(zhuǎn)中心與球形燃燒室中心相吻合;
工序二:升起工作臺(tái)。使刀具進(jìn)刀深度為21+0.1mm;
工序三:降工作臺(tái),使刀具退出工件,縱向移動(dòng)工作臺(tái),用縱向定位裝置使刀具中心與下一個(gè)燃燒室中心吻合,即可開始下一工作循環(huán)。
由于立式銑床工藝系統(tǒng)剛性好,又減少了旋轉(zhuǎn)工作臺(tái)的工序,所以效率較臥式銑床高。
3實(shí)驗(yàn)結(jié)果
通過檢驗(yàn),燃燒室容積及其誤差、位置度、尺寸精度、表面粗糙度均滿足圖紙技術(shù)要求。
4注意事項(xiàng)
對(duì)于小批量試驗(yàn)加工,用普通機(jī)床加工球形面是完全可行的。但要注意下幾點(diǎn):
(1)提高鑄件精度,減少加工余量;
(2)鑄件熱處理后其抗拉強(qiáng)度、延伸率、硬度應(yīng)有利于機(jī)械加工。對(duì)于ZL107,抗拉強(qiáng)度![]() 延伸率δ為2.5%~3.0%;硬度為HB90~100;
延伸率δ為2.5%~3.0%;硬度為HB90~100;
(3)注意冷卻液的使用,避免刀具磨損和產(chǎn)生切削瘤;
(4)根據(jù)工藝系統(tǒng)的剛性,選擇適當(dāng)?shù)那邢饔昧浚ㄇ邢魉俣取⒊缘渡疃取⑦M(jìn)給量),避免刀具產(chǎn)生切削瘤和工藝系統(tǒng)振動(dòng)。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








