
1沖壓模具的主要類別
機械制造行業是我國工業產業發展的主導產業,機械生產加工對產品的質量要求非常嚴格,只要超出標準尺寸的誤差范圍則可視為"廢品"。機械制造技術的進步使得更加先進的模具設備得到運用,沖壓模具是現代制造業的典型設備。從不同的角度可把沖壓模具分成不同的類別,現根據產品的加工方式對沖壓模具進行詳細分類。
1.1沖剪模具
沖剪模具常用于原始材料的第一道工序,可對原始材料進行初步加工。如:在下料沖模時利用模具設備按照圖紙要求剪料,這比人工下料的精度更加準確,避免了生產材料的浪費。沖剪模具包括剪斷沖模、下料沖模、沖孔沖模、修邊沖模等。
1.2彎曲模具
彎曲模具一般用在彎曲加工中,利用設備的巨大壓力在短時間內沖壓零件,使其按照需要的角度變形彎曲。如:對鋼材質產品的加工,普通設備是很難作彎曲處理的,將材料安裝在彎曲模具上手動操作則能快速沖模生產。彎曲模具包括凸輪彎曲沖模、卷邊沖模。
1.3成型模具
機械加工者拿到毛坯料之后,為了徹底改變毛坯的形狀則可選擇成型模具處理。成型模具常見的形式有凸張成型沖模、卷緣成型沖模、頸縮成型沖模等,其能夠降低人工處理毛坯的難度,且縮短了加工生產時間,對于需要調整毛坯形狀的半成品也很適用。
1.4壓縮模具
壓縮模具是用巨大的沖壓力促使毛坯材料變形,這種模具通常用于質地軟的材料上,會比用于硬質材料時加工精度更高些。壓縮模具包括擠制沖模、壓花沖模、壓印沖模等,它們既可以運用于零件的直接生產中,也可以用在成品、半成品的調修上。
2沖壓模具精加工的優勢
特殊的加工生產方式決定了沖壓模具不同一般的加工優勢,其在現代高精度產品生產中的作用是其他設備代替不了的。沖壓生產是沖壓模具的根本原理,這類特殊的工藝流程具備多個方面的優勢。根據自身的加工經驗,筆者歸納了沖壓模具精加工的優點:
(1)表面光亮。很多機械產品在最后一道工序都要進行表面拋光,這主要是為了保證產品表面的光潔度。而利用沖壓模具精加工可提高產品的光潔度,從而提升了產品的質量。如:定位銷沖壓生產時表面光滑。
(2)配合緊密。尺寸是機械產品加工的硬指標,超過圖紙上規定誤差的產品被視為"廢品"。通過在沖壓模具上對產品實施精加工,能縮小配合公差,以保證各個工件緊密組裝到一起。如:銷與孔、鍵與槽的配合等。
(3)增加效益。新工藝設備的運用帶來的是生產效率的提升,現代沖壓模具的精加工工藝的推廣,可比傳統加工縮短消耗的時間,提升零件產品的精度。精加工能在生產材料、生產方式上實現改進,為機械制造行業創造效益。
(4)工序簡單。正常情況下利用沖壓模具加工的零件質量較好,在尺寸精度上與標準圖紙十分接近。因此,利用沖壓模具加工后很少還需要采取其他工藝程序進行處理。如:沖壓各種底板時多可一次加工完成。
(5)技術革新。目前國內機械行業競爭日趨激烈,新型工藝裝備的使用可加快機械制造技術的革新。沖壓模具裝備本身就是一種新裝備,而精加工技術的運用更是保證了加工產品的質量,滿足了高效率加工生產的需求。
3精加工流程的安全操作秩序
控制好精加工流程的秩序是沖壓模具生產的基礎,機械生產者應嚴格按照生產加工秩序編制詳細的加工流程。此外,在精加工操作過程里也要顧及安全生產的要求,做好被加工產品的安裝操作,不得隨意更改加工工序。沖壓模具的精加工流程涉及生產、定位、導向、固定等環節,具體如圖1所示。

3.1生產環節
生產部分即工作臺操作,工作臺是沖壓生產的主要加工區域。精加工流程里需要控制好凸凹模,這是沖壓模具的關鍵結構。在利用沖壓模具精加工前應確定零件能承受的沖壓強度,在工作臺上保持零件位置的穩定性,避免沖壓模具運行后將零件沖出工作臺。
3.2定位環節
準確定位是保證產品精度的主要方法,這是由于沖壓模具工作臺固定,若原材料定位不準則會造成沖壓加工時工件偏離,從而降低了產品的精度。材料安裝到沖壓模具上后就應準確定位。從模具結構、沖壓安全、操作調控等方面考慮,定位零件安裝的位置要合理安排。
3.3導向環節
導向結構是負責引導上、下模具沖壓路線的裝置,精加工流程里需保證凸凹模在沖壓過程中配合間隙滿足標準需要。導柱是沖壓模具里常用的導向裝置,對裝備的上下運行起固定作用。在精加工階段要將導柱設置在遠離模塊和壓料板的部位,這樣可以防止沖壓超程引起的損壞。
3.4固定環節
沖壓模具內的固定裝置有螺釘、螺母、彈簧、柱銷、墊圈等,每個組成部分都有著很重要的作用。裝備操作人員應事先檢查每個部件的完整性,在精加工流程里及時調整各零件的位置。沖壓模具的沖擊力巨大,若結構組織不夠穩固則會造成產品偏出標準位置。
4精加工流程的主要技術
精加工在機械制造行業里是最為嚴密的工序,沖壓模具的精加工必須要保證產品的精度達到圖紙要求,這才能發揮出精加工流程的加工作用。在利用沖壓模具進行精加工的階段,裝備操作人員要結合先進的技術完成生產流程。從國內現有的機械技術水平來看,精加工流程需配合的技術包括:
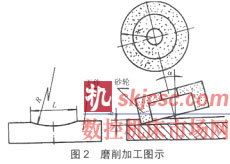
4.1磨削加工技術
磨削加工技術要借助于平面磨床、內外圓磨床、工具磨床等設備,如圖2所示。經過磨削加工處理后的產品再安裝到沖壓模具上進行精加工,可保證很高的精度。常規的加工方式多數存在精度低、面粗糙、公差大等問題,而沖壓模具中的磨削及拋光加工技術完全克服了這些缺點。
4.2切割加工技術
大型機械制造企業均開始走自動化生產路線,數控設備得到廣泛運用。線切割是數控技術中主要技術之一,其可以準確切割零件多余的部分,為沖壓模具加工帶來方便。線切割技術精加工所能達到的標準為:加工精度±1.5μm,表面粗糙度Ra值0.1~0.2μm。
4.3表面加工技術
當零件在沖壓模具裝備上加工結束后,零件均會留下不同程度的刀痕、磨痕,這些是由于沖壓時應力過于集中造成的,若不及時處理會影響到產品的質量。表面處理技術是對棱邊、銳角、孔口進行倒鈍、強化等,這樣可以讓沖壓模具加工的產品表面更加光滑。
4.4機械制圖技術
為了適應機械制造自動化生產需要,保證沖壓模具精加工的精度,沖壓生產零件之前,裝備操作人員要利用CAD、CAM、CAE等制圖技術準確繪圖,這有助于沖壓模具加工實現一體化運行模式,使沖壓設備得以按照圖紙上的輪廓準確定位,進行加工處理。
5結語
總之,引進沖壓模具設備后,企業的生產加工效率逐漸提升,擺脫了手工生產造成的質量問題,顯著改善了產品的精度。伴隨著工業化水平的發展,沖壓模具的運用也會促使機械生產成本降低,為現代化工業生產創造更多的利潤。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








