
在線切割加工中,切入切出線痕是不能完全消除的。在加工時,最有效的消除線痕方法是采用圓弧切入、圓弧切出的方法,然而采用此方法在切入切出點仍然會產生一條線痕。這是因為在每一次加工中,只有這一點會有兩次加工產生,所以在這一點就會產生一條凹痕,深度大約為0. 004 mm。線痕不會對一般的工件產生影響,可是對于某些工件,這樣的線痕是不允許的。例如表面光潔度高的拉伸模具,這樣的線痕會很明顯地反映在工件上。
經過多年的加工經驗總結,可采用下文中提到的方法來消除切入切出線痕。
1 消除線痕的方法
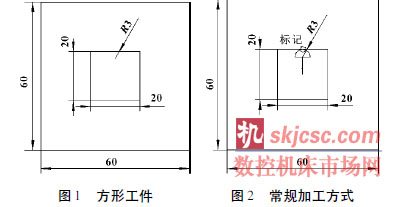
以圖1 所示的方形工件為例來說明如何消除線痕。工件材料為Cr12MuV,材料厚度H = 20 mm,加工機床型號為CHARMILLES ROBOFIL 240SLC,加工光潔度Ra≤0. 4 mm。加工工藝參照標準工藝E2—E17—E8—E10 安排。
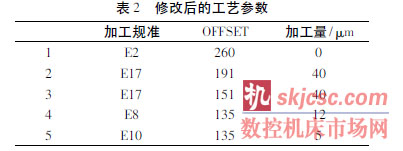
通常,見到這樣的工件肯定會按照圖2 的方式加工。可是在加工完成后會在圖2 標記處產生一條凹痕,實測深度為0. 004 mm。
為了完全消除切入切出線痕,采用每次不同點切入切出的方法,如圖3 所示。

是采用此方法總是在第3 次加工的切入切出點產生一條線痕,深度為0. 002 ~ 0. 003 mm。其余3 點均無切入切出線痕。采用其他方法均無法消除切入切出線痕。圖3 所示加工方法在加工工藝上的安排見表1。

線痕出現在第3 次加工,說明第2 次加工給第3次加工留下的余量太大,造成第3 次加工在切入時伺服速度由快迅速變慢從而造成線痕。修改加工工藝如表2。
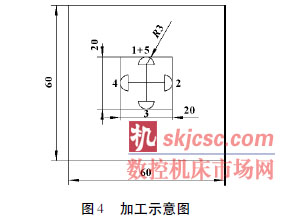
采用表2 所示加工工藝( 用E17 加工兩遍) ,加工示意圖見圖4。這樣把第1 個切入點和第5 個切入點放在同一點上( 如果是異型可以5 個點放在不同點) 加工,加工完成后無切入切出線痕。
2 結束語
總結上述方法可知: 使用不同的材料和不同的絲加工時,如果在某次加工中產生切入切出線痕,就把此次加工的上次加工多進行一次,就可以解決切入切出線痕問題。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








