
1概述
針座零件是導彈引汛的主要零件,它為鋅合金壓鑄件結構。精度很高,是一般壓鑄件手冊中查找不到的超精度級零件。所以它對模具要求就更加嚴格,主要表現在尺寸精度要求嚴,形位公差要求高,模具結構復雜(需要三面抽芯)。以前一直由加拿大一家模具公司生產,因為價格高,訂購程序繁瑣,而且維修不方便。經過我們認真分析研究,把這項模具難關分三步進行攻克。分步解決存在的問題,經過半年多的研發試制,第一套模具終于按期交付使用單位。因為這個產品是軍品零件,也是用戶的主導產品。所以模具經過連續2個月的生產使用后,證明模具壓制的產品尺寸穩定,且產品外觀光澤也非常好。隨后我們在第一套模具的基礎上又投了第二套模具。并很快交付使用,模具的精度質量及壽命都達到了用戶的生產使用要求,替代了進口模具。
2研制過程
通過分析研究模具圖紙和產品圖紙,我們認為加工中有兩個難點很難保證,是該模具難以國產化的關鍵。帶著這兩個難題我們先后咨詢了國內一些權威的模具廠家,雖然有一定的啟發,但仍沒有良好的工藝解決方案與方法。最后我們抱著實踐模索不斷修正的態度,制定了自己盡可能完善的加工工藝方案, 09年3月20號我們組織技術骨干開了動員會,重點討論了這套模具的加工辦法,針對該模具的難度難點,我們和社會上的加工設備及手段都不能保證達到圖紙要求。但是我們有決心和信心,調整思路,把摸索和研制及實際制造結合進行,邊干邊修正。為此,開始了艱難的試制過程。
這副模具的難點主要在三個方面。
3成型件的工藝設計
3.1型腔的加工
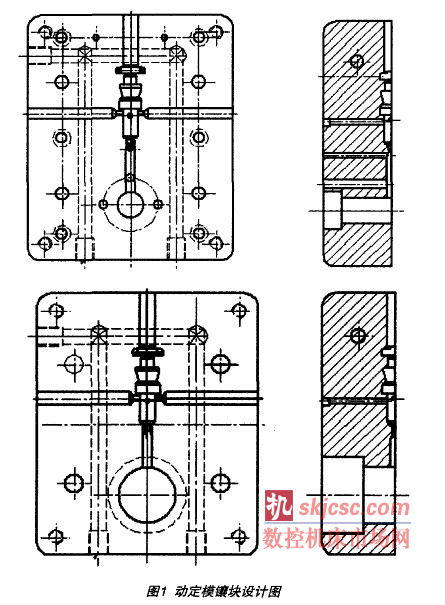
這套模具型腔主要由定模鑲塊和動模鑲塊組成,如下圖1即定模鑲塊和動模鑲塊的設計圖。從圖紙可以看出,模具的型腔加工工藝關鍵的是型腔的電火花成型加工。型腔的尺寸和形位公差主要是由電極的尺寸和形位公差保證。電極設計合理,加工工藝得當,只要電火花成型加工時正確找正, 電參數選擇恰當,其型腔的加工就能夠保證了。最后問題就轉化為:一個是型腔的電極設計及加工工藝的設計,另一個是型腔的電火花成型加工。
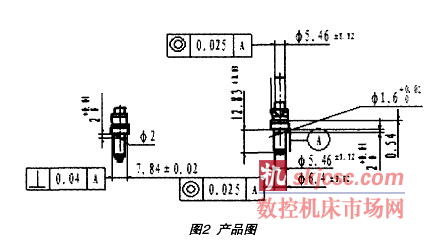
3.1.1模具型腔電極設計和加工工藝的設計圖2是擊針座產品的外觀圖紙,從產品外形圖紙可以看出,這是一個要求非常高的壓鑄件。它的尺寸精度和形位公差都是非常嚴格的。所以使這付模具型腔的精度要求更嚴。主要表現在:1)型腔電極的尺寸公差和同軸度要求。尺寸公差現在的數控機床能夠保證。可是這個電極的特點是兩頭小中間大,加工時必須掉頭兩次裝夾。
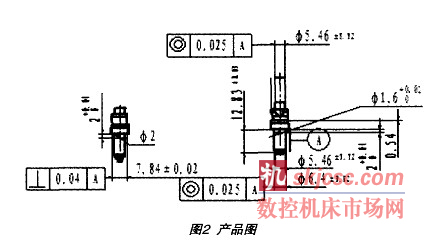
找正進行加工。分兩次加工的軸類零件要想同軸度保證在0.015之內,難度是非常大的, 目前車床夾具是無法保證的。2)電火花成型加工找正不易保證。
下面是這兩個問題解決辦法。
電極的圖紙我們設計成圖3的結構形式。為了保證找正精度,圖中把直徑5.22的長度增加~lJ2Omm。因為直徑5.22的圓柱電穿后與鑲件的孔相同,所以直接做成圖2所示尺寸結構,一方面加工裝夾有利于找正,較長的趙正面使得找正誤差更小,另一方面可以直接加工出鑲件的孔,保證同軸度要求。
這套模具的型腔電極的車加工是這個電極加工是難點與重點。靠通用的設備及所配夾具,是無法實現的。如小的軸類零件一般都在CM6125型精密車床上進行加工,但是要達到圖2電極的精度要求,是不能保證的。一般同軸度在0.04之外,要保證電極圖紙要求在0.015幾乎沒有可能。我們利用鏜床用的彈簧夾頭裝夾電極在數控車床上進行加工解決這個問題的。
3.1.2模具型腔微小平面的加工
圖3電極圖可以看出,直徑9.14±0.015的圓柱體
上加工出7.6±0.02的扁,垂直度要求0.04.對于尺寸小,紫銅材料軟難以裝夾找正的加工難度,舍去了傳統的切削加工,采用切削力很小的電火花線切割加工工藝,在具體線切加工時,把電極首先找正裝入自制的電極夾具(見圖4)中,然后采用自制夾具體裝夾在線切割機床上進行微小平面加工。保證了電極的精度要求避免了在線切割機床上裝夾微小電極的裝夾基準與找正誤差,線切加工完成后,夾具與電極成一體直接進行電火花的電極裝夾與找正,保證了電極的找正和裝夾精度。然后進行電火花加工,從而保證模具型腔的精度要求。
采用此線切及電火花夾具體避免了多次裝夾的找正誤差和基準轉換誤差,在線切割和電火花成型加工中采用同一基準,實現了設計基準、加工找正基準及檢驗基準的統一原則。
3.2 型芯桿的加工
利用放大誤差找正的原理設計夾具。型芯桿的加工是該模具的另一難題。其結構如圖5,從圖中可以看出,型芯桿是直徑大小不等的階梯細長軸,并且在直徑3.67的圓柱體上均布著4個對稱度要求很嚴的寬1.78的凸型長方體,階梯軸的同軸度要求都在0.0152之內。且型芯桿是易損零件容易失效,使用中要經常換。進口模具每付只多備兩付(4個)型芯桿, 因而使之型芯桿與模具型腔的使用壽命極不相匹配。我們利用放大誤差的原理在型芯桿精加工時做了一個類似圖4的找正夾具進行找正精磨加工。采用精密外圓磨床一次裝夾解決同軸度的問題。4個凸型長方體的相對于圓柱3.67的對稱度的保證。我們設計了一個套筒電極,外徑設計的大一些,即外徑設計成直徑25,保證電極的強度并利于電極的裝夾和找正,我們把電極內徑底部設計按圖紙要求直徑3.91(型芯桿的左端頭部直徑3.67加0.24的放電量后,尺寸為3.91),這就保證了直徑3.67與其他圓柱及凸型長方體等幾何形狀的位置精度,加工工藝是:麼出直徑25圖4的圓柱體,然后采用精密的鏜床加工內孔,找正外圓,跳動不超過0.01,然后鉆出3.91的內孔。這樣保證了內外圓的同軸度要求。最后要解決的是4個凸型長方體相對于直徑3.91的圓柱體的對稱度問題,只要找正外圓和內孔,保證分中在0.01之內,采用線切一次切出4個凹槽(芯桿上的凸體,芯桿電極是凹槽),這個問題也不難解決。電極問題解決,用放大誤差原理設計的電極裝夾找正進行電火花加工型芯桿,這樣成功生產出了合格的型芯桿。
3.3模具的裝配
一副模具的精度高低與模具鉗工的裝配有很大關系,尤其這種三面抽芯模具要求三個方向型芯的位置一定要保證,我們要求鉗工在裝配時不斷用打表的辦法檢測所裝各型芯的位置是否正確,保證各種相對誤差控制在0,012以內。另外該模具的型腔要求粗糙度在0.2以上,且各臺階園之間同軸度為0.025、對稱度為0。02,所以不但電火花成型加工要求準確無誤,特別是鉗工打光時,更要很好把握研磨、拋光等手工作業工步。
4結論
通過我們試研制造這套模具終于滿足了壓鑄零件和壓鑄機的各種要求,替代了進口模具。從而改變了長期靠進口模具生產的狀態。國產模具不僅價格低,而且生產周期短,訂購程序簡單。該模具的國產化為我們雙方企業創造了良好的經濟效益和企業形象。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








