
在工件上加工出內﹑外螺紋的方法, 主要有切削加工和滾壓加工兩類。大規模生產直徑較小的三角螺紋,常采用滾絲、搓絲或軋絲的方法;對數量較少或批量不大的螺紋常采用車削的方法。螺紋車削的要求要高于普通車削操作,切削力一般較高,與普通車削應用相比,螺紋車削的進給速度要高出10 倍,螺紋加工刀片刀尖處的作用力可能要高100 ~ 1000 倍。因此在數控車床和加工中心正確和合理地確定螺紋的切削工藝對于使用者來說十分重要。
一、數控車床螺紋切削方法分析
不同的數控系統,車螺紋的編程指令有所不同。目前的FANUC 系統數控車床中,螺紋切削一般有兩種加工方法:G 32 直進式切削方法和 G 7 6 斜進式切削方法,由于切削方法和編程方法的不同,造成加工誤差也不同。我們在操作使用上要仔細分析,爭取加工出精度高的零件。
G 3 2 直進式切削方法,由于兩側刃同時工作,切削力較大,因此在切削時,兩切削刃容易磨損。但是其加工的牙型精度較高,因此 一般多用于小螺距螺紋加工。
G 7 6 斜進式切削方法,由于為單側刃加工,切削刃容易損傷和磨損,使加工的螺紋面不直,刀尖角發生變化,而造成牙型精度較差。但由于其背吃刀量為遞減式,因此,此加工方法一般適用于大螺距螺紋加工。
在加工較高精度螺紋時,可采用兩刀加工完成,既先用G 7 6 加工方法進行粗車,然后用 G 3 2 加工方法精車,但要注意刀具起始點要準確,不然容易亂扣,造成零件報廢。
二、加工工藝分析
在數控車床上加工螺紋, 首先要制訂合理的工藝方案,然后才能進行編程和加工。工藝方案的好壞不僅會影響數控車床效率的發揮, 而且將直接影響到螺紋的加工質量。
1、走刀路線的確定
在數控車床上車螺紋時,沿螺距方向的縱向(Z 向)進給應和車床主軸的旋轉保持嚴格的速比關系,考慮到刀具從停止狀態到達指定的進給速度或從指定的進給速度降為零,驅動系統必有一個過渡過程, 因此沿軸向進給的加工路線長度, 除保證螺紋長度外, 還應增加刀具升速進刀段距離δ1 和降速退刀段距離δ2, δ1 和δ2 的數值與車床拖動系統的動態特性、 螺紋的螺距和精度有關。一般δ1 為2-5mm,對大螺距和高精度的螺紋取大值;δ2 一般取 δ1 的1/4 左右。
2、螺紋車刀的選用
螺紋車刀屬于成形刀具, 要保證螺紋牙型的精度, 必須正確刃磨和安裝車刀。對螺紋車刀的要求主要有以下幾點:
(1) 一般車刀的刀尖角應等于螺紋的牙型角;
(2)精車時車刀的縱向前角應等于0°;粗車時允許有5°~ 15°的縱向前角;
(3)因受螺紋升角的影響,車刀兩側的靜止后角應不相等,進給方向后面的后角較大,一般應保證兩側面均有
3°~ 5°的工作后角;
(4) 車刀兩側刃的直線性要好。制造螺紋車刀的材料有高速鋼和硬質合金兩種。高速鋼螺紋車刀刃磨方便、切削刃鋒利、韌性好,能承受較大的切削沖擊力, 加工的螺紋表面粗糙度小。 但它的耐熱性差,不宜高速車削。硬質合金螺紋車刀的硬度高、 耐磨性好、耐高溫, 但抗沖擊能力差。數控車床一般選用硬質合金可轉位車刀。
3、選擇切削用量
(1)主軸轉速的確定
在車削螺紋時, 車床的主軸轉速將受到螺紋的螺距(或導程)大小、 驅動電機的升降頻特性及螺紋插補運算速度等多種因素影響, 故對于不同的數控系統, 推薦有不同的主軸轉速選擇范圍。 如大多數經濟型車床數控系統推薦車螺紋時的主軸轉速如下: n ≤ 1200/P - K式中: P 是螺紋的螺距(mm); K 是保險系數, 一般取為80。
(2)走刀次數和背吃刀量的確定
螺紋加工中的走刀次數和背吃刀量會直接影響螺紋的加工質量, 車削螺紋時的走刀次數和背吃刀量可查閱相關手冊的背吃刀量表。
4、螺紋加工時切削液的使用
車削螺紋時,恰當地使用切削液,可提高生產率和零件質量 ,切削液的主要作用如下:
(1) 能降低切削時產生的熱量,減少由于溫升引起的加工誤差;
(2) 能在金屬表面形成薄膜,減少刀具與工件的摩擦.并可沖走切屑,從而降低工件表面粗糙度值,減少刀具磨損;
( 3 ) 切削液進入金屬縫隙,能幫助刀具順利切削。
三、編程舉例:
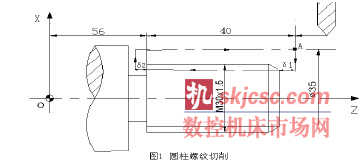
對于FANUK 系統來說,加工如圖1 所示的螺紋,螺距為1.5,根據表1 可知其牙深為0.974, 安排4 次走刀, 每次的背吃刀量分別為0.8、0.6、0.4、0.16, 車螺紋時設定升速進刀段為5,降速退刀段為2。
1、采用G3 2 指令編程
T0101;(T0101 為螺紋車刀)
M03 S600;(主軸正轉,轉速為600r/min)
G00 X35 Z96;
G01 X29.2
G32 Z54 F1.5; ( 第一次車螺紋, 背吃刀量為 0.8)
G00 X35;
Z96;
X28.6;
G32 Z54 F1.5;( 第二次車螺紋, 背吃刀量為0.6)
G00 X35;
Z96;
X28.2;
G32 Z54 F1.5; ( 第三次車螺紋, 背吃刀量為0.4)
G00 X35;
Z96;
X28.04;
G32 Z54 F1.5; ( 最后一次車螺紋,背吃刀量為0.16)
G00 X35;
X150 Z200;
M05;
M30;
2、采用G9 2 指令編程
T0101;
M03 S600;
G00 X35 Z96;(刀具定位到循環起點A)
G92 X29.2 Z54 F1.5;( 第一次車螺紋)
X28.6;( 第二次車螺紋)
X28.2;( 第三次車螺紋)
X28.04( 最后一次車螺紋)
G00 X150 Z200;
M05;
M30;
3、采用G76 指令進行車螺紋
T0101;
M03 S600;
G00 X35 Z96;
G76 P 01 2 60 Q0.1 R0.1(車螺紋,精加工重復1 次,倒角量為2,刀尖角60°)
G76 X28.04 Z54 R0 F1.5 P0.974 Q0.8( 螺紋牙高0.974,第一次車削0.8, 螺距1.5)
G00 X150 Z200;
M05;
M30;
通過對同一螺紋三種不同的編程方法進行分析,可以知道采用G76 編程最為方便, 程序段最少, 但是參數計算比較復雜,實際加工中若參數設置不當, 很容易造成打刀的現象。 采用G32 編程,其加工的牙型精度較高, 但程序段長,一般很少采用此種方法。采用G92 編程,條理很清晰并且走刀路線直觀, 又因為程序段不是太長,所以實際加工中這種方法用得較多。總之.螺紋在實際加工中有很多問題需要操作者在加工中去不斷摸索 、不斷總結經驗,從而找到一種合理的加工方法,來提高勞動生產率和機加工產品質量,提高機加工行業在世界行業中的競爭地位。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








