
引言
對鈦合金這種特殊材料零件進行內螺紋加工是比較困難的。鈦合金是高強度耐熱合金, 它的切削加工性很差, 而螺孔攻絲就更為困難。因此在一個鈦合金零件上進行鉆孔攻絲是非常具有挑戰性的。如果在一個接近完工的零件上, 由于絲錐破損產生的刮削作用而導致零件報廢, 這會造成很大的浪費。
鈦合金的工藝特點是被加工出的新生表面有很高的化學活性, 很容易和氧、碳、氮生成一層很深的冷作硬化層; 它又很容易和絲錐表面結合成牢固的金屬化合物, 使絲錐產生粘接磨損。攻絲時, 冷卻、潤滑和排屑條件比其它切削加工更差一些。因此, 要求使用很好的刀具和攻絲技術及工藝。
如果用一般碳鋼絲錐加工, 切屑厚度薄, 切削在強度和硬度都高的冷作硬化層內進行, 有時絲錐只攻4~5 個螺孔, 切削刃后面就被磨鈍或產生崩刃和折斷。而且切屑和孔壁、絲錐之間發生強烈的摩擦, 有尖銳的吱叫聲, 加工粗糙度差, 所以鈦合金攻絲是一道困難的加工工序。
1 刀具
鈦合金攻絲可以采用設計專用絲錐、也可對通用絲錐進行修磨改進或選用合適材料制成的絲錐。
專用絲錐的設計
專用絲錐通常設計成錯齒絲錐, 攻絲時, 如圖1所示。作用于內螺紋齒側面上的法向力N易使工件產生很大的擠壓變形, 因而摩擦加大, 會使攻出的工件螺紋表面不光潔且易使絲錐損壞和卡死。為了克服上述的缺點, 如圖1b 所示, 可把刀齒作成交錯排列的錯齒絲錐,將絲錐刃瓣上的刀齒每隔一個去掉一齒, 這樣絲錐與工件之間形成單面接觸, 摩擦減少, 轉矩下降, 不但可提高內螺紋的加工質量, 而且可防止絲錐損壞和卡死。
錯齒絲錐(圖1b) 的主要優點, 就是將一般絲錐的奇數切削齒去掉, 余下的偶數切削齒在攻絲時切削厚度就會比未去掉切削齒的絲錐增加一倍, 并將大于冷作硬化層深度, 絲錐每個齒的切削力雖因切削厚度增加一倍而增加, 但切削齒減少一半, 且切削條件有所改善, 排屑相對比較容易, 所以總切削力和切削扭矩將會下降。

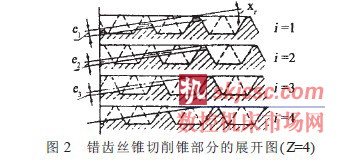
設計錯齒絲錐時應注意以下幾點: (1) 錯齒絲錐在各個刃瓣上刀齒所切除的切削層厚度均不相同, 因而它們的磨損也不同。若絲錐的刃瓣數為Z, 從切去刀齒的第一個刃瓣開始, 沿其螺紋上升算起, 其刀齒切下的切削層厚度是其他各個刃瓣刀齒上切下切削層厚度的 (Z- i)倍, 式中i為刃瓣序號, 這將對絲錐使用性能產生不利影響。為了提高絲錐的切削性能, 如圖2所示, 可將絲錐切削錐部分刀齒上的外徑降低一個數值ei, 其值為:

式中: i———沿螺紋線從切去刀齒的第一個刃瓣開始的絲錐刃瓣序號; Z———絲錐刃瓣數; P———螺距; Kr———絲錐切削錐部分的偏角; aZ———絲錐頂刃刀齒切除的切削層厚度。
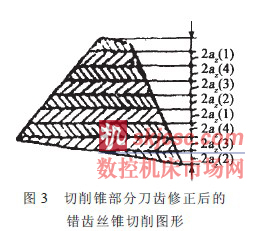
若絲錐的刃瓣數Z=4, 根據上面公式計算可知: 第三個刃瓣刀齒上減小量為e3=aZ, 第二個刃瓣上刀齒的減小量e2=2aZ, 而在第一個刃瓣上刀齒的減小量則為e1=3aZ。這樣, 就能使各個刃瓣上刀齒所切除的切削層厚度都修正為2aZ (見圖3), 從而減少了各個刃瓣上切削力的差值, 故可提高被切螺紋的精度和絲錐的耐用度。
(2) 錯齒絲錐的齒槽數應為奇數, 如為偶數, 則會發生去掉的齒刃將在同一側出現的情況。如按其它排列方式去齒刃, 又會出現切削齒切削厚度增加一倍以上的情況, 使齒刃受力過大。(3) 攻盲孔用的絲錐, 切削部分應較短, 這時每齒的切削厚度已足夠大, 只需在校準部分制成錯齒, 這樣既可減少加工面上因塑性變形回彈面產生的摩擦力, 又可校正螺紋型面。錯齒絲錐適用于鈦合金等材料上攻絲, 它不僅可使攻絲過程進行得更為平穩, 提高被切螺紋的精度, 而且能使絲錐的耐用度提高一倍左右。此外, 螺旋槽絲錐對切削力、切削扭矩的均勻分布有較大改善, 但因設計和制造較復雜,一般不采用。
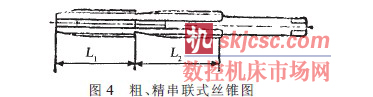
絲錐應有較大的齒形鏟背量和倒錐度以防卡死絲錐螺紋中徑應大于一般設計時選用的中徑, 要接近公差上限, 以增加使用壽命。對于螺距大于1.5mm 以上的絲錐, 其校準部分的螺紋中徑和內徑要有倒錐度, 一般為100 ∶0.1, 以減少摩擦力和扭矩。絲錐切削刃后面的型面須經過鏟背。齒槽應經過拋光。絲錐的前錐端長度為直徑的1.5 倍。盲孔螺紋的絲錐應為二錐或三錐一套的絲錐二錐一套的負荷分配: 頭錐75%; 二錐25%。三錐一套的負荷分配: 頭錐50%; 二錐35%; 三錐15%。攻通孔螺紋的絲錐可設計成串聯式(圖4), 粗錐中徑較小,起粗加工作用, 精錐起精加工作用并校準螺紋紋型面。 (1) 絲錐材料選用高鉬系高速鋼材料, 如W2Mo9Cr4V2鋼。(2) 為防止切削時產生的高化學活性的新生表面和絲錐粘合, 使絲錐表面形成一層堅固的耐磨膜, 應對絲錐表面進行氰化(或氮化)處理。
1.4 通用絲錐的修磨
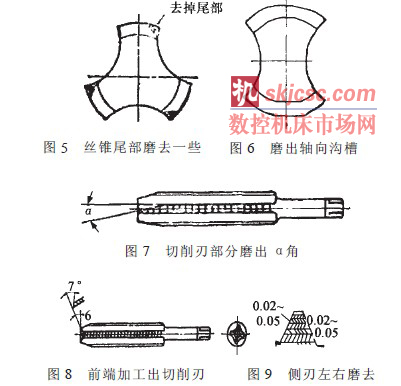
采用以下方法, 既可在加工中便于排屑又可減少刀具的摩擦發熱。(1) 將絲錐尾部磨掉一些(圖5)。(2) 在絲錐刃齒上磨出軸向的槽溝(圖6)。(3) 如攻通孔螺紋,則可將絲錐前端切削部分磨出α角, 使切屑向待加工面方向排出(圖7)。(4) 將絲錐前端面處加工出切削刃,像端銑刀齒底一樣, 這樣可防止切屑在孔的底端頂住絲錐(圖8)。(5) 齒槽為偶數的絲錐, 制造和檢查都比較方便。這時可將切削齒的側刃一左一右的磨去0.02~0.05 mm(圖9), 側面有了間隙, 就可減少絲錐承受的擠壓力和降低表面粗糙度。
2 選用合適材料制作絲錐
在鈦合金這種難加工材料上攻絲, 是一件既費工又費錢的事。在難加工材料上攻絲的主要困難, 是由于切削時產生的熱量和工件材料的收縮包住了刀具。鈦合金在這方面表現得最為明顯。
因此在這種材料上攻絲時, 絲錐基體的強度很重要。由于工件的硬度和強度高, 常使絲錐牙頂很快磨鈍。這種情況下, 推薦采用高性能高速鋼絲錐, 它們具有較高的韌性、紅硬性以及抗變形和抗磨損性能。
采用高速鋼絲錐攻絲和硬質合金絲錐對螺孔進行手工校正, 在國外使用較多。首先用硬質合金刀具鉆孔, 由于工件材料太硬, 而硬質合金絲錐對加工條件的寬容度較小, 所以不宜采用硬質合金絲錐對鈦合金進行直接攻絲。在使用高速鋼絲錐攻絲之后, 用硬質合金絲錐對螺孔進行手工校正。隨著新型刀具材料的不斷產生, 采用合適材料的絲錐加工鈦合金內螺紋會取得良好的效果。需要考慮的是成本問題, 一般新型材料的刀具成本較高。
3 工藝
鈦合金的切削加工特點: 切屑變形小、切屑溫度高、切削力不大、加工硬化嚴重、刀具易磨損。在切削時若溫度過高, 鈦吸收大氣中的氧、氮而形成硬而脆的外皮, 產生嚴重加工硬化現象。因此切削鈦時應選用較低的切削速度、較大的切削深度和進給量, 并應進行良好的冷卻。絲錐中有限切屑溝和鈦合金的嚴重粘著作用會導致螺紋加工情況惡化, 同時易導致絲錐斷裂。因而在設計絲孔時應避免盲孔和過長的通孔, 同時應放松配合等公差級。
3.1 增大攻絲前孔的直徑
合適的螺紋底孔對于螺紋加工是十分重要的。一個尺寸稍大的螺紋底孔能有效降低攻絲過程中產生的切削熱和切削力。但它也會減小螺紋的接觸率。(1)由于鈦合金材料強度高, 用鉆頭鉆底孔時, 其孔徑和鉆頭直徑幾乎相等。因此, 鉆頭直徑要選用比一般鉆孔時大0.05~0.1 mm, 使底孔的直徑接近于螺紋內徑的上限。螺紋底孔的直徑增量主要取決于所要求的螺紋接觸率和每英寸的螺紋頭數。根據上述兩值, 利用經驗公式可計算出正確的螺紋底孔直徑。(2)從工藝加工角度, 要求零件設計圖中的螺紋內徑能夠適當加大, 使螺紋工作牙高減小到理論牙高的60%~70%。這樣, 一般并不影響螺紋連接強度和使用, 但卻可減少加工時切削扭矩的1/4以上。加工深孔螺紋時, 底孔要更大。國家標準規定: 在深孔中, 允許在孔壁上只攻出螺紋全高的50%, 這對特殊材料和難加工材料的小孔攻絲時尤其重要。雖然孔壁上螺紋高度的減少導致螺紋接觸率下降, 但由于螺紋長度的增加, 仍可保持螺紋可靠的連接。(3)采用機攻時的工藝措施以防止過載絲錐折斷:加工重要零件上的螺孔時, 應設計專用防過載的攻絲夾頭防止絲錐折斷, 否則很難從鈦合金工件中取出。
3.2 控制切削速度
由于鈦合金具有較大的彈性和變形率, 因此需要采取相對較小的切削速度。在加工鈦合金零件的小孔時, 推薦采用的圓周切削速度為200~300 mm /min。我們不推薦采用更小的速度, 因為那樣會導致工件的冷作硬化。另外, 也需注意刀具破損而導致切削過熱。
3.3 使用專用夾頭
機攻絲錐須有專用夾頭, 對盲孔螺紋的機攻需先攻至距孔底2~3 扣處再用手攻。設計鈦合金零件上的內螺紋時, 螺紋尾扣長度不應少于4扣, 要比一般標準尾扣長些。如有可能, 則最好將尾扣設計成退刀槽形式, 使絲錐攻到底時切屑容易排出又不會造成崩刃。
3.4 考慮刀具的幾何尺寸
(1)前角和后角。小前角可提高切削刃強度, 從而增加刀具壽命; 而大前角有利于切削長切屑的金屬。因此在對鈦合金加工時, 需綜合考慮這兩個方面的因素, 選用合適的前角。大后角可以減小刀具和切屑之間的摩擦。因此有時要求絲錐后角為40°。在加工鈦合金金屬時, 在絲錐上磨出大后角, 有利于排屑。另外, 全磨制絲錐和刃背鏟磨的絲錐也有利于攻絲。(2)容屑槽。在深孔攻絲時, 需減少絲錐槽數, 使每個槽的容屑空間增大。這樣, 當絲錐退刀時, 可以帶走更多的鐵屑, 減小由于鐵屑堵塞而造成刀具破損的機會。但另一方面, 絲錐容屑槽的加大使得芯部直徑減小, 絲錐強度受到影響, 也影響切削速度。螺旋槽絲錐比直槽絲錐更易排屑。
3.5 冷卻液的選擇和使用
冷卻液應選用高活性的以潤滑為主的混合液, 冷卻絲錐, 防止絲錐和切屑的粘接。因此我們選用了工業豆油和煤油的混合液, 用15%油酸、60%硫化油和25%煤油的混合液, 用加氯的硫化冷卻液或F43切削油, 都取得了較好的效果。
加工鈦合金時, 必須保證切削液到達切削刃。為改進冷卻液的流量, 推薦在絲錐的刃背上開冷卻槽。如果直徑足夠大的話, 可考慮采用內冷卻絲錐, 也可在絲錐上開多個油槽。為了幫助冷卻液輸送, 國外還經常采用特殊的潤滑涂層。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








