
隨著航空發動機設計性能的不斷提高,航空發動機零部件的設計精度越來越高,結構越來越復雜,重量越來越輕。難加工材料的大量使用,加工硬化嚴重,工件易產生熱變形,加工表面質量和精度不易保證。特別是壁厚在2mm以下,并帶有(斜)深槽的較為復雜型面的薄壁件加工,其變形量的控制和避免數控加工深槽過程中的打刀現象更是此類零件制造技術提升的關鍵。
1.典型薄壁斜深槽加工特點
高溫合金整體環形薄壁類零件,在高溫下有良好的高溫強度和抗應力、抗腐蝕性能。由于零件的材料為高溫合金,屬難加工材料。加工硬化現象嚴重,高溫合金的可切削性能低,因此從加工工藝性分析,此類零件既有薄壁件的工藝特點又有難加工材料的工藝特點。為了避免或減小此類零件的變形,確保零件的、形狀位置偏差及技術條件,必須在工藝路線的安排、工藝方法、設備的選用、工藝裝備的結構設計、刀具的選用及切削參數優化等方面采取一系列的工藝措施。
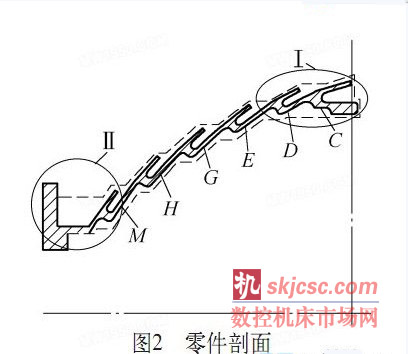
如圖1 、圖2 所示,典型薄壁零件為錐形,結構復雜,曲率半徑大,涉及相關工藝多,屬于復雜型面的薄壁件。最大外徑600mm,最小內徑500mm,高度80mm,最小壁厚僅為1mm,零件上有6處深度為7mm,寬為2mm的環槽,且每個環槽的傾斜角度不一樣。零件的毛料為自由鍛件,金屬去除量大,在加工中易產生較大的加工應力,造成零件的機加變形。因為該零件的槽窄且深,給零件的車加工帶來很大的難度,特別是在數控設備上加工時,易打刀造成零件報廢。
2. 數控加工策略
(1)確定合理的加工路線
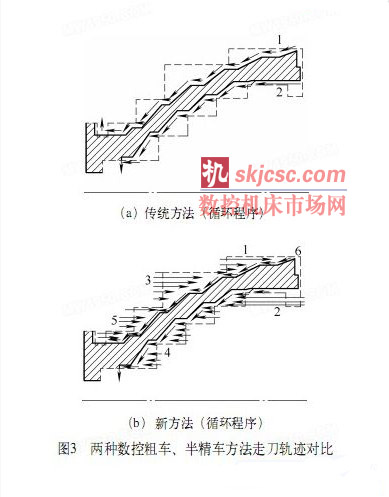
綜合刀具材料、結構硬度和耐磨性、工藝性能等方面,我們在數控臥車上進行粗車、半精車型面。主要目的是去除大部分余量,使下工序數控精車型面所加工余量均勻。從圖3中可以看到在局部數控半精車所去的余量比較大,最大處余量單邊為17mm,采用傳統的內外車輪廓型面(上刀補)的方法,數控操作者需要通過在數控機床系統中預留刀補,加工效率低,零件易變形。我們可以采用點位循環程序分段加工的方法,提高零件的加工效率,降低操作者的勞動強度,減小零件的變形量。最大程度上實現全程序無干預加工,提高零件加工自動化率。
(2)數控精車型面
精車型面是加工難點,零件壁薄易變形,必須選擇合適的走刀軌跡;槽比較深(深約7mm),且帶有不同的傾斜角度,加工過程中易打刀,造成零件報廢。為了控制零件的變形量,在加工斜深槽采用循環進退刀的方法加工。
槽底機加振紋的解決。由于該零件的斜槽較深且窄,加工時,刀體探出較長,剛性不夠。通過多次試驗加工,找到消除振紋的方法:①在精加工槽后,換一個新的成形刀片,重走精車槽程序,這樣可以保證機夾刀片的鋒利,減小切削力。②在到達槽底時,暫停刀具的進給(保證零件切削旋轉一周),同時提高轉速,然后繼續按程序退刀。
對零件加工過程中刀具干涉問題的解決。由于零件為環形、薄壁類零件,型面復雜,在加工過程中,如果刀具結構選擇不當或刀具的裝夾位置選擇不當,刀具易與零件發生干涉,需要通過虛擬仿真技術優化走刀路徑。虛擬仿真環境下建立零件、夾具、刀具、機床精確的三維數據模型,運行數控加工程序,檢查刀具軌跡是否過切,判斷刀具是否與零件、機床產生干涉。條件允許的話,還可以采用復合加工機床,減少非標刀具使用數量。
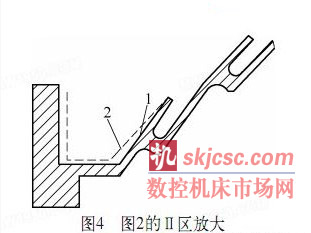
優選刀具,降低刀具成本。在選用刀具時,結合難加工材料和復雜槽型的特點優選刀具。如圖4所示,若直接加工面1,沒有合適的刀具,加工位置外圓面上的槽較深(約20mm),所加工的余量較大(單邊約10mm)。經過現場分析和試驗,找出了解決問題的方法:
使用正常的機加偏刀按虛線2處的尺寸加工,這樣可以避免偏刀后角干涉的問題,使用偏刀就能去除90%以上的余量。接下來,使用成形刀體,保證斜面1的傾斜度。若直接采用成形刀體加工浪費較大,因為這種刀體所安裝的都是非標刀片,較昂貴。采用通用機夾偏刀和成形刀混合使用既減少了刀具的換刀次數,又節省使用外購成形刀具的費用,經濟性較好。
(3)優化切削參數
針對由“機床+主軸+刀具+工件”構成的數控加工工藝系統,通過對其進行系統模態參數測試和切削過程動力學仿真計算,獲取切削力、切削轉矩、主軸功率等信息以及切削穩定域曲線,實現對數控加工參數和工藝的優化選擇。切深、進給直接影響加工質量和刀具壽命,對于給定寬度的刀片,如切深太大或進給太高,刀片將受載過大,由此導致刀片的破損;在精加工時采用優化的切削用量十分必要。通過對零件的試驗加工,結合現場所使用的數控設備,我們確定了以下的切削參數較為適合此零件的加工,數控加工參數為:n=20~30r/min,f=0.15~0.25mm/r,ap=0.15~0.3mm。采取上述措施同時加強生產過程的管理和完善生產過程中的質量控制,就可以生產出合格的零件。
3. 結語
薄壁斜深槽的加工是一個復雜的系統工程,涉及機床、夾具、工藝等各個環節。我們必須重點從數控加工工藝路線、切削參數、加工方法等方面進行分析及試驗研究,制定出合理的數控加工工藝路線,選擇先進的高性能刀具,運用先進的數控設備,從多角度出發研究薄壁斜深槽的加工方法,實現此類零件的高效率、高精度及低成本加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








