
1 引 言
在生產和生活中, 旋轉的機械在運轉時有時會產生振動, 這樣的振動是無益的。長時間的振動會造成能量轉換過程中巨大的浪費, 嚴重的時候甚至產生斷裂, 引發事故。為避免類似的現象發生, 對旋轉體做動平衡是非常有效的手段。對于剛性轉子, 其工作轉速n 一般低于轉子一階自振頻率nc ,即n < ( 0. 6 ~ 0. 75) nc , 這類轉子不考慮其轉軸的彈性變形, 對于高度為h , 直徑為d 的剛性轉子, 當h/ d < = 0. 2 轉子的質量可以看作分布在同一平面內。[ 1] 其旋轉不平衡的原因是轉子的重心不與軸線重合。類似于剎車盤這種圓盤狀的剛性轉子都可以在本平衡機上進行校正。
2 平衡機系統結構設計
2.1 1 測試系統結構設計
本平衡機測試系統采用基于影響系數法[ 2] 的動平衡檢測原理, 主要包括數據采集模塊、單片機系統、偏心振動壓電傳感器模塊和相位測量光電傳感器模塊等組成, 如圖1 所示。
數據采集卡包括以下功能電路:
1) 基準信號發生器, 通過對光電傳感器采集的信號進行整型, 變為方波信號分兩路, 一路經過鎖相環倍頻, 生成開關電容濾波器的控制信號; 另一路送單片機系統進行不平衡角度的測量。
2) 開關電容濾波電路[ 3] , 通過開關電容濾波器的傳感器信號被濾除了與轉速不同頻率的其他噪聲。
3) 程控放大電路, 因為檢測到的不平衡電壓信號是變化的, 當電壓信號變化時, 有必要選擇合適的電壓放大倍數。通過程序選擇電壓放大電路中電阻的大小實現程控放大。
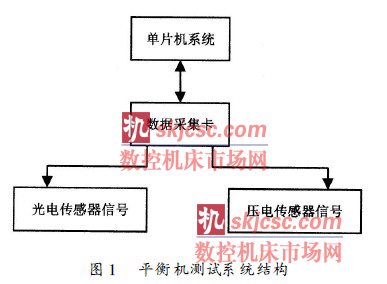
轉子在旋轉過程中產生的離心力壓迫主軸振動。位于主軸上的壓電傳感器檢測到這個壓力并轉化為電壓信號輸出到數據采集模塊中; 另一路安裝在轉子主軸邊的光電傳感器產生與主軸旋轉同頻率的參考信號, 兩路信號進入數據采集卡, 數據采集卡負責將傳感器采集的信號進行放大, 整形,濾波。經處理后的信號進入C51 系列單片機系統的下位機進行不平衡量與不平衡相位的計算與處理, 得到相位與幅值信號, 經RS- 232 串口傳至上位機顯示和進行相關計算, 由上位機程序判斷銑削弧度, 計算銑削深度和銑削位置。隨后上位機將角度信號和深度信號發送至PLC 并使各執行部分進行銑削去重的步驟。本機選用歐姆龍PLC 作為控制器, 負責對各執行部件進行電氣控制。
2.1 2 PLC控制電路設計
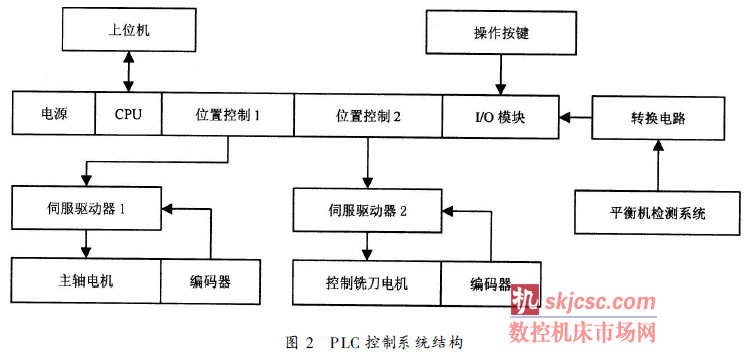
可編程序控制器( PLC) 是以微機技術為核心的通用工業控制裝置[ 4] , 它是將傳統的繼電器- 接觸器控制技術與計算機技術和通信技術融于一體,具有功能強大、環境適應性好、編程簡單、使用方便等優點。本機選用歐姆龍公司的PLC, 伺服系統選用三菱公司Minas A4 系列交流伺服系統。并采用位置控制方式對電機進行精確控制。圖2 為PLC 控制系統結構圖。
3 銑削去重數學模型
不平衡量通常在工程中采用重徑積來表示,如: 100 的物理意義為: 在100 的半徑處其殘余的不平衡量為1。平衡去重就是要在檢測出對應的相位去掉固定大小的不平衡量( 單位為) 。平衡機去重方法有很多, 工程中常用的包括鉆削去重法, V 型銑削去重法, 外圍圓弧銑削去重法等。針對剎車盤這種盤狀工件, 去重系統采用外圍圓弧銑削方法進行操作。此方法的優點是一次去重量大, 加工速度快, 效率高, 便于程序控制。
去重量與去重深度和去重弧度有關, 按照實際工藝要求, 采用定長變深的去重策略[ 5] , 即固定剎車盤外圍銑削弧度為或。根據測量的不平衡量大小由程序判斷銑削弧度, 調整銑削深度不至于過深。根據上述特點如圖3 建立幾何去重模型: M= 不平衡量h = 去重深度D = 工件半徑Q= 工件密度B= 外圍銑削弧度, 圖4 為圖3 的側面結構圖。
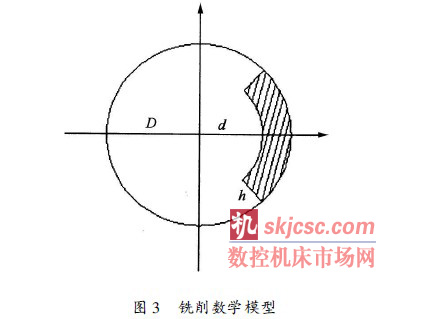
圖中陰影部分為通過外圍圓弧銑削掉的部分,根據對稱性, 被銑削掉的部分的重心處于圖3 中的橫軸上。由于在自動去重中, 工件半徑D, 銑刀刀寬w 都是已知量, 因此, 需要找出此不平衡量與銑削深度h, 外圍銑削弧度B之間的函數關系。

4 上位機軟件設計
組態王開發監控系統軟件是新型的工業自動控制系統正以標準的工業計算機軟、硬件平臺構成的集成系統取代傳統的封閉式系統, 它具有適應性強、開放性好、易于擴展、經濟、開發周期短等優點。
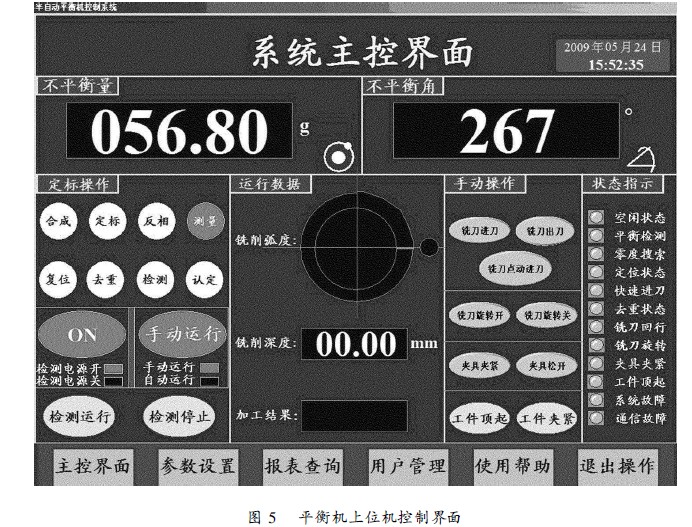
應用亞控公司的組態王軟件開發的控制界面,顯示測量出的工件不平衡量與不平衡角度的實時值, 并且能夠實時顯示銑削運行的狀態。系統支持手動與自動兩種方式, 當系統處于手動狀態時, 銑刀的伸縮, 銑刀旋轉, 主軸與夾具的氣動控制都可以進行手動操作。當系統處于自動狀態時, 只需要操作人員將工件放置到工位上, 點擊/ 工件夾緊0后, 系統將自動對工件進行測試和銑削去重, 去重完成后汽缸自動頂起工件并保存數據。控制系統軟件還包括參數設置, 報表查詢, 用戶密碼管理等界面。本系統控制主界面如圖5。
動平衡測試與工件去重都在機床上完成, 控制臺負責進行測試操作、參數設置以及實時監控去重流程。控制軟件界面友好, 方便操作, 并具有實時數據存儲, 報表記錄、查詢、打印等功能。動態數據交換( Dy namic Data Ex chang e , DDE) 是Window s提供的一套基于消息的數據交換協議。在實際工程中經常需要對批量加工的數據進行保存, 組態王的報表功能能滿足這種需要。其中報表的管理需要組態王和Ex cel 進行數據交換, 基于DDE 的處理[ 6] , 組態能夠將每次加工前后的不平衡量, 不平衡角度以及加工日期時間等數據以數據庫的形式保存起來, 方便以后的查詢、管理。
4 結 論
采用組態王編寫的上位機控制系統能直觀的顯示不平衡量值以及不平衡角度的具體位置, 且能方便的監控銑削狀態。基于PLC 控制的交流伺服電機的精確控制使平衡機自動去重達到高精度的要求, 減少了系統中的校正誤差。大量實踐證明該平衡機一次去重率能達到90%以上。而且對于類似的需要通過銑削進行平衡的盤狀轉子具有廣泛的通用性。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








