
迄今, 不銹鋼的發展可歸納為以下5 種類型: ( 1) 以提高在苛刻腐蝕環境中的耐蝕性為主。按此目標, 其發展方向是奧氏體不銹鋼→高合金奧氏體不銹鋼→超級奧氏體不銹鋼。這類鋼的屈服強度一般在300MPa 以下; ( 2) 以提高強韌性為主, 兼有一定耐蝕性。其發展方向是馬氏體不銹鋼→沉淀硬化不銹鋼。這類不銹鋼的局限性是僅具有一般的耐蝕性。( 3) 以改善切削加工性為主而研制的易切削不銹鋼。此類鋼的力學性能和耐蝕性多屬常規等級。( 4) 具有特殊功能的功能型不銹鋼。此類鋼包括超塑性不銹鋼、減振不銹鋼、形狀記憶不銹鋼、無磁不銹鋼和耐磨不銹鋼等。( 5) 以兼具高的強韌性和優良的耐蝕性為主要目標。其發展方向是鐵素體不銹鋼→鐵素體時效不銹鋼→超級鐵素體不銹鋼→復相不銹鋼和超級復相不銹鋼。本文所研究的即屬此類不銹鋼。
為了研制出一種既具有高的強韌性, 又有優良的耐海水腐蝕性能和良好的可焊性的新型不銹鋼, 通過實驗室篩選試驗, 選擇高鉻鐵素體不銹鋼和兼有少量奧氏體的復相不銹鋼為研究方向。然而, 高鉻鐵素體不銹鋼存在著475℃脆性、 相脆性、高溫脆性、晶粒粗大、延-脆轉變及焊態的低韌性等一系列冶金學局限性。為克服這些難點, 處理并解決好高強度與良好的韌塑性、高強度與優良的耐蝕性及焊縫延性與耐蝕性等3 對矛盾, 除精心設計化學成分外, 還在工藝措施上有所突破,從而研制成功符合要求的00Cr27Ni8Mo 3Ti鐵素體時效不銹鋼。本文擬對該新型不銹鋼的研制要點作一簡要介紹, 以利于該鋼的推廣應用及同行之間的交流, 促進不銹鋼的發展。
1 研制思路
按照現代金屬學理論, 把合金的化學組元( 化學成分) 、幾何學組元( 空位、位錯、晶界、相界) 、組織( 宏觀組織、顯微組織) 和結構 ( 晶體結構、分子結構和原子結構) 統稱為廣義的結構。這樣, 就有如下關系:
![]()
顯然, 通過一系列的工藝技術措施, 創造有益的結構和避免有害的結構乃是獲得有用性能的關鍵。這可表示為:
![]()
上述兩種關系便構成我們解決問題的思路。
研制要點
2. 1 化學成分設計
化學成分設計中所考慮的關鍵問題是在保證高強度和優良耐蝕性的前提下提高材料的塑性和韌性, 尤其是把延性- 脆性轉變溫度( DBTT ) 降至室溫以下。
表1 示出了新鋼種的化學成分設計范圍, 高的鉻鉬含量賦予新鋼種優良的耐腐蝕性能。

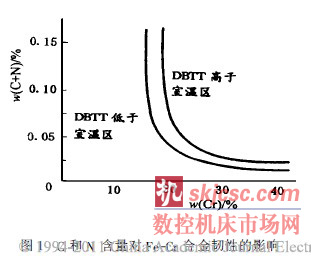
圖1 示出了鐵素體不銹鋼的室溫韌性、間隙元素( C、N ) 含量和鉻含量之間的關系[ 1] 。圖中條帶左邊的合金的DBTT 低于室溫, 右邊合金的DBTT 高于室溫。鉻含量愈高( 耐蝕性愈好) , 合金DBT T 在室溫以下的C+ N 允許含量愈低。當Cr ≥26%時, 允許的C+ N 含量應達到高純( C + N ≤0. 02% ) 甚至超純( C+ N≤0. 01%) 的水平。由于冶煉技術水平的原因, 要滿足這一要求是很困難的。因此, 本文沒有采取單獨降低C 和N 的途徑, 而是采取了超低碳氮( C+ N≤0. 03%) 和加鈦穩定化相結合的方法。由于鈦是一種強碳化物形成元素, 鈦的加入使過量的C 和N首先與T i 結合, 既起到了固定有害雜質元素C、N、O 的作用, 又起到了細化晶粒的作用( 鈦的化合物小粒子有阻止晶粒長大的作
用) , 從而改善了韌性。
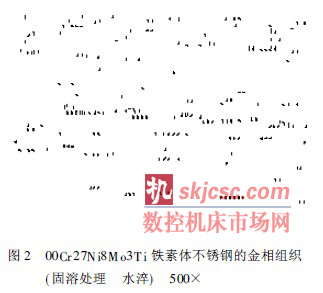
在加鈦的同時, 還適當提高了鎳含量, 由普通鐵素體不銹鋼含鎳2%~ 4% 提高到6. 5%~9. 0% 。在組織中引入少量奧氏體 ( fcc) , 由圖2 可見塊狀相沿晶界分布。其中, 相界面可以有效地阻止晶粒長大, 而相則可以起到韌性間層的作用, 阻止裂紋擴展,提高合金的斷裂韌性。
上述措施既使合金的DBTT 降至室溫以下( 見表2) , 又解決了生產可行性問題。

2. 2 有效的工藝措施
2. 2. 1 雙真空熔煉
30 年代, 人們把鐵素體不銹鋼的冷脆性 ( DBTT 為100~156℃) 歸咎為高鉻鋼的本質[ 2, 3] , 即高鉻是導致冷脆性的原因。近代理論認為, 高鉻鐵素體不銹鋼的冷脆性應歸因于雜質元素C、N、O 的影響。文獻[ 4] 研究了O、Al、Mn、S、P 含量對25% Cr-3%Mo ( 含0. 003% ~ 0. 005%C, 0. 003% ~0. 006%N ) 合金的DBT T 的影響, 結果表明, 鋼中每增加0. 01% 的氧, 使DBTT 升高30℃。圖1 對C、N 的影響已作了說明。因此, 保證鋼中低的C、N、O 等雜質元素含量是使鋼韌化的重要措施。
表3 示出了曾先后采用過的3 種不同熔煉方法所煉的鋼中的雜質含量和夾雜物評級結果。

由表3 可見, 改進熔煉方法對降低O、N含量及夾雜物級別的顯著效果。雙真空鋼中的O2 含量比非真空鋼中的約降低90%。由此, 不能不認為氧是非真空鋼電極棒脆性嚴重的一個原因。也不能不認為其含量降低是雙真空鋼的韌性得以改善的原因。
2. 2. 2 低溫消除應力退火
鐵素體不銹鋼通常所適用的熱處理是退火( 從高溫處急冷) 。開始, 對50kg , 200kg 鋼錠曾分別采用過砂冷和空冷, 效果均好。但后來對1 噸真空感應圓錠( ⊙360mm) 采用空冷時發現鋼錠脫模后空冷2h 左右發生了脆斷 ( 橫向斷開) 。為解決此問題, 將熔煉方法改為真空感應加電渣重熔, 但仍未徹底解決問題。另又發現⊙300×320mm 的結晶錠經840℃×5h 爐冷至400℃出爐空冷, 結果良好。但此錠在鍛造時700℃裝爐升溫約40 分鐘, 在加熱爐內發生爆裂。經失效分析, 發現在開裂鋼錠中除O、N 含量較高外, 組織中存在大量V相( 樹枝狀) , 見圖3[ 5] , 這是鋼錠爆裂的重要原因。上述不恰當的退火處理導致大量 V相形成是鋼錠開裂的內因, 加熱速度快造成大的熱應力是鋼錠開裂的外因。為避免出現上述問題所采取的措施一是進一步改進熔煉方法( 由真空感應加電渣重熔改為雙真空熔煉) ; 二是改進退火工藝, 對355mm 雙真空圓錠施加適宜的退火工藝, 得到了出乎意料的良好效果。
2. 2. 3 熱加工
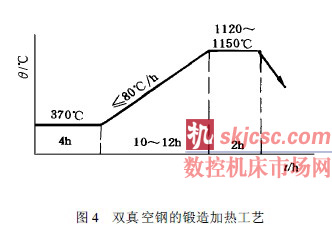
為了突破真空感應加電渣重熔鋼錠 ( ⊙300×320mm) 鍛造加熱時發生爆裂這一技術難點, 除了改進熔煉方法和退火工藝外,還精心設計了鍛造工藝( 圖4) , 包括加熱工藝和變形工藝。具體有以下5 方面的改進: ( 1) 降低入爐溫度; ( 2) 降低升溫速度, 盡可能降低熱應力; ( 3) 縮短保溫時間, 防止粗晶化; ( 4) 調整變形工藝, 開鍛溫度≥1050℃, 停鍛溫度≥920℃; ( 5) 提高終加工變形度( 約10%) 以細化晶粒。
上述工藝措施的實施, 成功地完成了圓錠的如下變形過程: ⊙360mm→3002→2502→1802→⊙150×1200mm, 達到了正常鋼錠的成品率水平。
2. 2. 4 熱處理工藝
在實施熱處理時, 主要解決了兩方面的問題, 一是克服高鉻鐵素體不銹鋼的一系列冶金學局限性問題, 如475℃脆性, ⊙相脆性;二是設計模擬體, 使據此制定的熱處理工藝同樣能夠適用于模擬分段(⊙150×1200mm) 和產品(⊙ 150×4500mm) 。
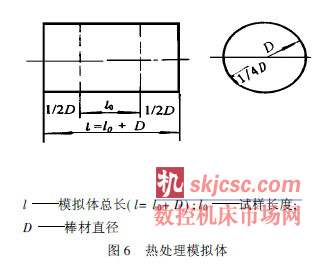
圖5 示出了0. 12% C-25% Cr -6%Ni-1. 6%Mo 鋼對應于沖擊值27J 的 o相、á相轉變動力學曲線 。由此可以看出, 為了避免這兩種脆性傾向, 需要較高的臨界冷卻速度。試驗結果表明, 在o 相析出最敏感區停留時間不能超過0. 5h, 在á相析出的最敏感區停留時間不能超過4h, 在á相和o相的過渡區 ( 525~560℃) 時效4h( 水冷) , 合金在保持良好塑性和韌性的同時強度明顯提高。為了進行熱模擬, 從經濟、方便和有效的原則出發,
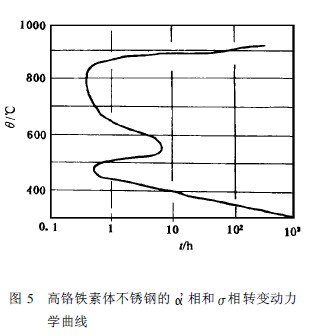
專門設計了模擬體( 圖6) 。對模擬體按所制定的工藝進行了熱處理, 其力學性能測試結果和按同樣工藝處理的⊙150×1200mm 分段的測試結果完全一致, 得到了強韌性的良好配合: o0. 2 835MPa, ob1085MPa, o518% ,∈48% , A ku66J。通過模擬體試驗和工藝設計,解決了強韌性良好配合的這一主要矛盾。
2. 2. 5 焊接工藝
雙真空熔煉的高鉻高純度超低碳氮鐵素體時效不銹鋼的施焊, 面臨著如下問題:
( 1) o相脆性,
( 2) 導熱率低( 相當于碳鋼的50% ) , 熱膨脹系數大( 與碳鋼相同) , 導致焊接收縮應力大, 晶粒粗大, 引起開裂和變形。
( 3) 焊縫污染問題。C、N、H、O 等有害雜質進入焊縫, 使接頭塑性、韌性和耐蝕性降低, 開裂傾向增大。
對此, 采取了如下對策:
( 1) 采用TIG 低熱輸入焊接方法來防止過熱, 降低相析出傾向和元素燒損。
( 2) 采用與母材成分相同的焊接材料以有利于保證焊縫金屬的化學成分和組織與母材的相近。
( 3) 對焊板進行預先固溶退火處理, 消除原始組織中的脆性相和不均勻性。
( 4) 焊前預熱。
( 5) 采用高純氣體雙面保護以防止焊縫污染。
( 6) 焊后熱處理。這樣有利于接頭的機械性能與母材相當, 并消除晶間腐蝕傾向。
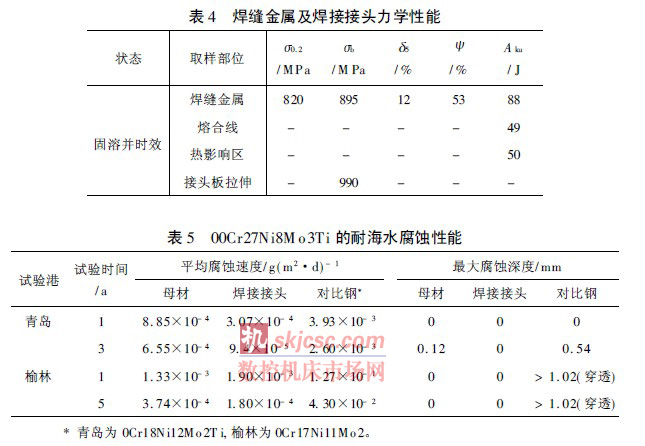
( 7) 優化了工藝參數。00Cr 27Ni8Mo3T i 雙真空鋼經良好的焊接工藝技術施焊后, 其接頭具有合格的力學性能, 如表4 所示, 并兼具和母材相當的耐海水腐蝕性能( 表5) 。
3 結論
( 1) 通過化學成分設計, 研制出一種新型的00Cr 27Ni8Mo3T i 鐵素體時效不銹鋼。
( 2) 該鋼經過雙真空熔煉, 并施以固溶和時效處理, ⊙150mm 鍛棒達到如下力學性能: o0. 2 835MPa, ob1085MPa, o518%, o48%, Ak u66J。
( 3) 該鋼在熱處理狀態下具有優良的耐海水腐蝕性能, 在常溫海水環境條件下長期使用不會發生局部腐蝕。
( 4) 通過化學成分設計和一系列工藝措施的實施, 在克服高鉻鐵素體不銹鋼的冶金學局限性問題、降低大規格材料韌性-脆性轉變溫度( DBT T) 和解決大錠熱加工開裂問題等方面取得了富有成效的進展。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








